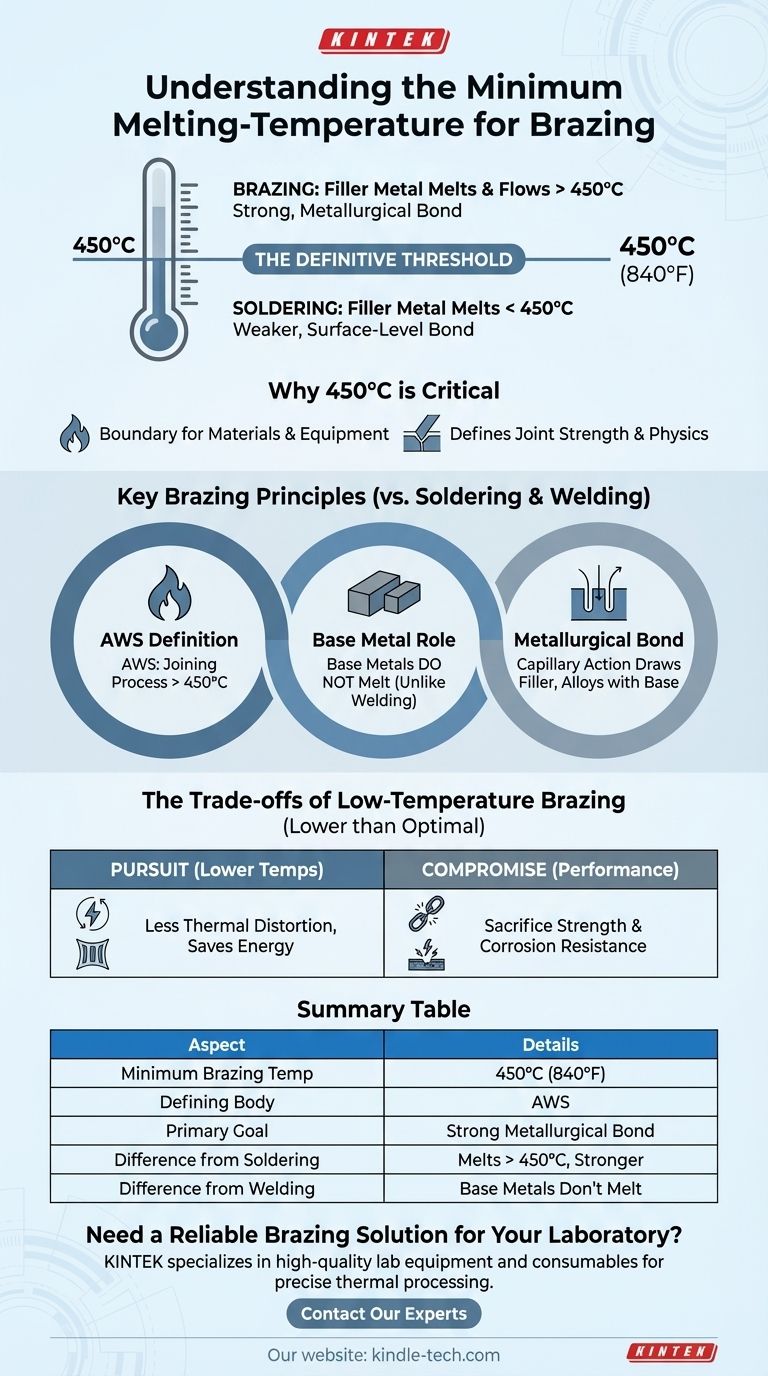
最低熔化温度被归类为钎焊的填充材料的明确标准是 450°C (840°F)。这个温度是国际公认的分界线,它将钎焊与低温的钎焊(soldering)过程区分开来。要使一个过程被认为是钎焊,填充金属必须在这个温度以上熔化和流动,但始终低于被连接母材的熔点。
核心原则不仅仅是温度本身,而是它所代表的意义。450°C (840°F) 的阈值区分了钎焊——一种通过毛细作用力形成牢固的冶金结合的工艺——与通常形成较弱的表面结合的钎焊(soldering)。
为什么 450°C 是关键阈值
理解这个特定的温度揭示了定义整个连接过程的基本物理原理。它是决定材料、设备和最终组件强度的边界条件。
定义钎焊(Brazing)与钎焊(Soldering)
美国焊接协会 (AWS) 正式将钎焊(brazing)定义为使用液相线(熔化)温度高于 450°C (840°F) 的填充金属的连接工艺组。
相反,任何使用熔化温度低于此温度的填充金属的类似过程被定义为钎焊(soldering)。这个区别对于材料选择和工程规范至关重要。
母材的作用
钎焊的一个关键原则是,被连接的母材不会熔化。该过程依赖于将接头加热到足以熔化填充合金的温度,但又足够低,以保持母体部件——如钢、铜或黄铜——处于固态。
这是钎焊与焊接的主要区别,在焊接中,母材会被熔化并熔合在一起。
冶金结合如何形成
钎焊中使用的热量(高于 450°C)足以在填充金属和母材之间形成牢固的冶金结合。
在这些温度下,液态填充金属通过毛细作用力被吸入紧密配合的接头中。然后它与母材的薄层合金化,在冷却时形成永久性结合,这种结合通常比填充金属本身更牢固。

低温钎焊的权衡
尽管 450°C 是最低限度,但在工程上一直存在开发能够在钎焊范围内尽可能低温度下工作的合金的驱动力。然而,这种追求涉及重大的妥协。
追求更低的温度
在较低温度下操作可以降低母材热变形的风险,节省能源,并可以加快生产周期。这使得开发有效的低温钎焊合金成为一个非常可取的目標。
性能上的妥协
正如实验室研究指出的那样,许多实验性的低温钎焊合金尚未满足工业要求。
这些专用合金通常会牺牲关键性能,如耐腐蚀性和机械强度,以实现较低的熔点。这使得它们不适用于许多要求苛刻的应用。
助焊剂的作用
助焊剂是一种化学化合物,用于在加热过程中清洁和保护母材免受氧化,这对填充金属的正常流动至关重要。
助焊剂的熔化和活化范围必须与填充金属兼容。例如,一些常见的助焊剂在大约 565°C (1049°F) 激活,这意味着它们只适用于熔点在该温度或更高温度的钎焊合金。
为您的应用做出正确的选择
您选择的连接工艺完全取决于最终组件所需的强度、操作条件和材料特性。
- 如果您的主要重点是最大的接头强度和高温性能: 钎焊(brazing)是正确的选择,使用在 450°C 最低限度以上运行的合金。
- 如果您的主要重点是连接对热敏感的部件或最小化热变形: 钎焊(soldering),即在 450°C 阈值以下运行的工艺,是合适的。
- 如果您正在探索专业化的低温应用: 请注意,实验性的低温钎焊合金在工业使用前需要对其机械和化学性能进行仔细验证。
理解这个基本的温度阈值是选择可靠有效的连接策略来完成您的项目的首要步骤。
摘要表:
| 关键方面 | 详细信息 |
|---|---|
| 最低钎焊温度 | 450°C (840°F) |
| 定义机构 | 美国焊接协会 (AWS) |
| 主要目标 | 通过毛细作用力形成冶金结合 |
| 与钎焊(Soldering)的主要区别 | 填充金属熔点高于 450°C,形成更牢固的接头 |
| 与焊接的主要区别 | 母材不熔化;只有填充金属熔化 |
需要可靠的实验室钎焊解决方案吗?
选择正确的钎焊材料和设备对于在您的研究或生产中实现牢固、耐用的接头至关重要。KINTEK 专注于提供高质量的实验室设备和耗材,以满足您精确的热加工需求。
立即联系我们的专家,讨论我们的解决方案如何帮助您优化钎焊工艺、确保结果一致性并提高组件的完整性。
图解指南