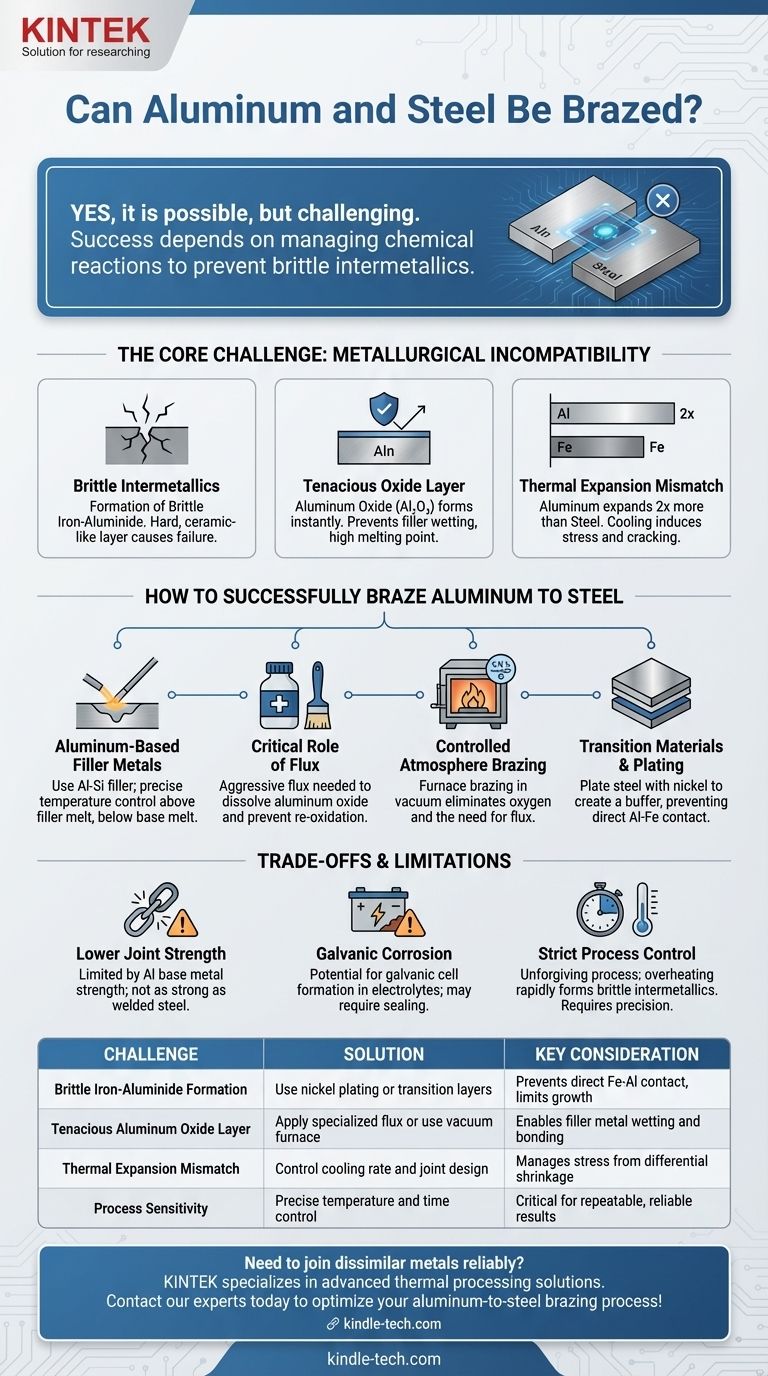
是的,铝和钢可以进行钎焊,但这需要专门的技术来克服基本的冶金不兼容性,因此是一个具有挑战性的过程。与钎焊同种金属不同,简单地施加热量和标准填充合金是行不通的,几乎肯定会导致接头失效。
钎焊铝与钢的核心挑战不在于工艺本身,而在于管理接头处的化学反应。成功完全取决于防止脆性铁铝金属间化合物的形成,这需要精确控制温度、时间和材料。
核心挑战:冶金不兼容性
要理解为什么这种连接很困难,您必须首先了解两种母材的冲突特性。问题远不止是简单地在它们之间熔化填充金属。
脆性金属间化合物的问题
当铝和铁(钢的主要成分)直接接触加热时,它们会发生反应形成铁铝金属间化合物。这些化合物非常坚硬和脆,就像接头界面处的一层薄薄的陶瓷。
含有这些脆性化合物的接头机械性能会非常差,并且在最小的应力或振动下很可能会开裂。成功的铝钢钎焊工艺的全部目标是限制或防止这一层的生长。
顽固的氧化层
铝在暴露于空气中时会立即形成一层坚韧、透明的氧化铝(Al₂O₃)。这种氧化物的熔点非常高(约2072°C或3762°F),远高于铝本身的熔点。
在钎焊填充金属能够“润湿”并粘合到铝表面之前,必须使用强腐蚀性助焊剂化学去除该氧化层,或在真空炉中物理阻止其形成。
热膨胀不匹配
铝随温度变化膨胀和收缩的速度大约是钢的两倍。在钎焊后的冷却阶段,铝的收缩量将远大于钢。
这种差异收缩会在接头处产生显著应力,可能导致变形、公差损失,甚至立即开裂,尤其是在存在脆性金属间化合物层的情况下。
如何成功钎焊铝与钢
克服这些挑战需要一个精心控制的工艺,直接解决每个问题。容错空间非常小。
使用铝基填充金属
最常用的方法是使用铝硅(Al-Si)填充金属。这些合金的钎焊温度经过精心选择,使其高于填充金属的熔点,但安全地低于铝母材的熔点。
助焊剂的关键作用
对于火焰或感应钎焊,高活性助焊剂是必不可少的。这与用于铜或钢的助焊剂不同。它必须专门配制,以积极溶解顽固的氧化铝层,并在加热循环期间保护接头免于再次氧化。
受控气氛钎焊
对于大批量生产,在受控气氛下进行炉中钎焊是首选方法。这通常在真空中进行,真空可以去除氧气并从一开始就防止氧化物的形成,从而无需使用腐蚀性助焊剂。
过渡材料和电镀
一种高效的工业技术涉及在两种金属之间创建缓冲层。钢部件可以“包覆”或电镀一层兼容材料,例如镍。然后将铝钎焊到这个中间层上,防止铁和铝直接接触,并阻止脆性金属间化合物的形成。
了解权衡和局限性
即使执行完美,钎焊的铝钢接头也存在固有的折衷,您必须在应用中加以考虑。
较低的接头强度
所得接头将受限于铝母材和填充合金的强度。它不会具有焊接钢组件的强度。设计必须适应这些较低的强度特性。
电偶腐蚀的可能性
连接铝和钢这两种异种金属会形成电偶电池。在电解质(如水分)存在的情况下,活性更高的金属(铝)会优先腐蚀。完成的接头可能需要密封或涂层以防止长期环境降解。
严格的工艺控制
这不是一个宽容的工艺。即使只是几秒钟的过热,也会显著加速脆性金属间化合物层的生长,从而破坏接头的完整性。精确的温度和时间控制对于可重复的成功至关重要。
为您的应用做出正确选择
选择正确的方法完全取决于您的项目目标、产量和所需的可靠性。
- 如果您的主要重点是原型制作或一次性组装:使用专门的药芯铝钎焊棒是可行的,但需要大量的练习才能掌握温度控制。
- 如果您的主要重点是大批量生产和可靠性:受控炉中钎焊工艺,通常涉及对钢部件进行电镀,是唯一商业上可行的途径。
- 如果您的主要重点是最大强度和耐用性:重新评估钎焊是否是正确的方法;机械紧固件或专用结构胶可能更坚固。
成功地将铝和钢进行钎焊,需要将其视为一个精确的冶金过程,而不是一个简单的连接任务。
总结表:
| 挑战 | 解决方案 | 关键考虑事项 |
|---|---|---|
| 脆性铁铝金属间化合物的形成 | 使用镀镍或过渡层 | 防止铁铝直接接触,限制金属间化合物生长 |
| 顽固的氧化铝层 | 使用专用助焊剂或真空炉 | 使填充金属润湿和粘合 |
| 热膨胀不匹配 | 控制冷却速率和接头设计 | 管理差异收缩引起的应力 |
| 工艺敏感性 | 精确的温度和时间控制 | 对于可重复、可靠的结果至关重要 |
需要可靠地连接异种金属? 在 KINTEK,我们专注于应对挑战性材料组合的先进热处理解决方案。我们在受控气氛钎焊和专业实验室设备方面的专业知识可以帮助您为研发或生产需求实现坚固耐用的铝钢接头。让我们讨论您的应用 — 立即联系我们的专家 以优化您的钎焊工艺!
图解指南