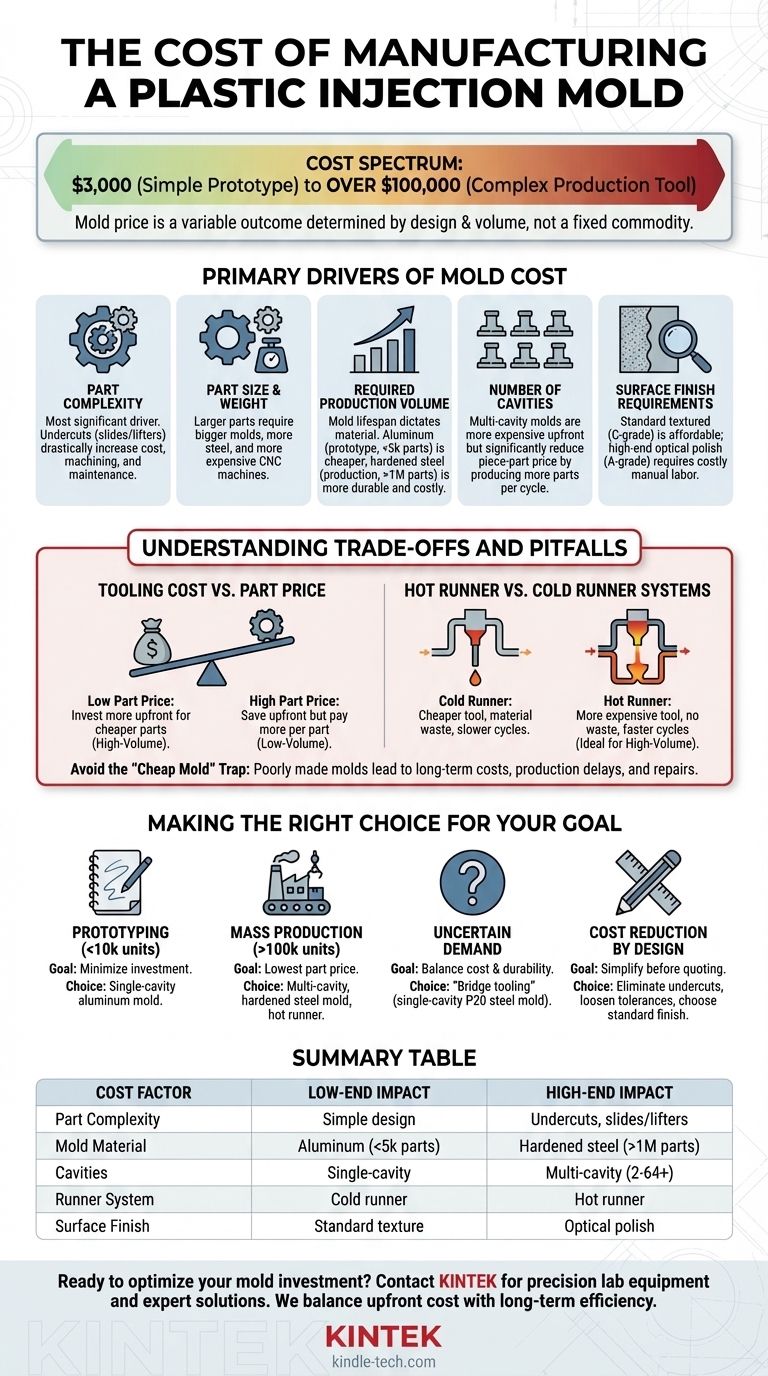
制造一个塑料注塑模具的成本不是一个单一的数字,而是一个广泛的范围,通常从用于简单原型工具的3,000美元到用于复杂、大批量生产工具的超过100,000美元不等。存在如此巨大的差异是因为模具不是商品;它是一种定制设计的工业机械,其价格直接反映了它旨在生产的零件设计以及它被设计为承受的零件产量。
注塑模具的价格不是一个固定的成本,而是一个您可以控制的可变结果。最终成本由几个关键因素决定——主要是零件复杂性、生产量和材料选择——理解这些是优化预算的关键。
模具成本的主要驱动因素
模具的成本是制造它所需的时间、材料和精度的直接函数。您为零件做出的每一个设计决策都会对最终的模具价格产生直接而切实的影響。
零件复杂性
这是最重要的成本驱动因素。一个简单的、开合的零件比一个具有复杂特征的零件的模具成本要低得多。
增加成本的关键特征包括倒扣,这些细节会阻止零件直接从模具中弹出。这需要将机械滑块或顶杆内置到工具中,从而大大增加加工时间、组装和维护的复杂性。
零件尺寸和重量
较大的零件需要较大的模具。这意味着必须购买更多的钢材,并且在大型数控机床上加工的时间更昂贵。较大的零件还需要更大、更昂贵的注塑机来运行。
所需生产量(模具寿命)
您计划生产的零件总数决定了模具所使用的材料,这对成本有巨大影响。
一个用于生产5,000个零件的原型模具可以用铝制成。它加工速度更快,因此更便宜,但磨损也更快。一个用于生产超过1,000,000个零件的生产模具需要硬化工具钢(如P20或H13),这种钢材更耐用,但也明显更昂贵且加工耗时。
型腔数量
模具可以制成单型腔(每个周期生产一个零件)或多型腔(每个周期生产2、4、8甚至64个零件)。
多型腔模具由于复杂性倍增,前期制造成本要高得多。然而,它大大降低了单件零件价格,因为您在相同的时间内生产了更多的零件。
表面光洁度要求
纹理或哑光表面(称为C级SPI光洁度)是标准且最经济的选择。
如果您的零件需要半光泽(B级)或镜面般的光学抛光(A级),成本将大幅增加。这种光洁度需要大量熟练的手工劳动来手工抛光钢型腔。

理解权衡和陷阱
仅仅根据最低报价选择模具制造商可能是一个代价高昂的错误。初始模具价格只是总成本方程的一部分。
模具成本与零件价格
两者之间存在反向关系。对高质量、多型腔模具投入更多,将导致更高的前期模具费用,但每个生产的零件成本会更低。
相反,在便宜的单型腔模具上省钱会导致更高的零件价格,这可能会吞噬您在大批量产品上的利润空间。
热流道与冷流道系统
冷流道是最简单的系统,塑料从喷嘴到零件的路径与零件一起凝固并作为废料排出。模具更便宜,但会浪费材料并稍微延长循环时间。
热流道系统使塑料一直保持熔融状态直到零件,消除了浪费并实现了更快的循环。模具明显更昂贵和复杂,但对于大批量生产而言,在材料和循环时间上的节省是巨大的。
“廉价模具”陷阱
一个制作粗糙的模具,即使便宜,从长远来看也会让您付出更多。例如,低效的冷却通道会导致更长的循环时间,从而增加您的零件成本。
此外,低质量的工具容易出现故障,导致昂贵的生产延误和维修成本。重要的是总拥有成本,而不仅仅是初始购买价格。
地理采购(国内与海外)
从中国等地区采购模具通常会因劳动力成本较低而导致较低的初始价格。然而,这必须权衡潜在的沟通挑战、更长的运输时间、物流复杂性以及快速修改工具的困难。
国内采购通常提供更快的周转时间、更便捷的沟通和更强的知识产权保护,但前期成本更高。
为您的目标做出正确选择
“正确”的模具成本是与您的业务目标相符的成本。与其询问价格,不如定义您的目标并构建与之匹配的工具。
- 如果您的主要重点是原型制作或小批量生产(< 10,000件):选择单型腔铝模具,以最大程度地降低初始投资并快速验证您的设计。
- 如果您的主要重点是批量生产和最低零件价格(> 100,000件):投资于多型腔、硬化钢模具,可能带有热流道系统,以优化效率和寿命。
- 如果您的主要重点是推出需求不确定的新产品:考虑“过渡模具”——一种单型腔P20钢模具,在投入昂贵的多型腔工具之前,它能在耐用性和适中成本之间取得平衡。
- 如果您的主要重点是通过设计降低成本:在向模具制造商询价之前,简化您的零件以消除倒扣,放宽非关键公差,并选择标准光洁度。
通过理解这些基本驱动因素,您将从简单地询问“成本是多少?”转变为积极控制您的制造成本。
总结表:
| 成本因素 | 低端影响 | 高端影响 |
|---|---|---|
| 零件复杂性 | 简单,开合设计 | 需要滑块/顶杆的倒扣 |
| 模具材料 | 铝(原型,<5k件) | 硬化钢(生产,>1M件) |
| 型腔 | 单型腔模具 | 多型腔模具(2-64+) |
| 流道系统 | 冷流道(模具更便宜) | 热流道(循环更快,浪费更少) |
| 表面光洁度 | 标准纹理(C级SPI) | 光学抛光(A级SPI) |
准备好优化您的模具投资了吗?在KINTEK,我们专注于精密实验室设备和制造耗材。我们的专家可以帮助您驾驭模具设计的复杂性,以平衡前期成本与长期生产效率。无论您需要原型工具还是大批量生产模具,我们都能提供适合您实验室和制造需求的解决方案。立即联系我们进行咨询,让我们为您的成功打造合适的工具。
图解指南