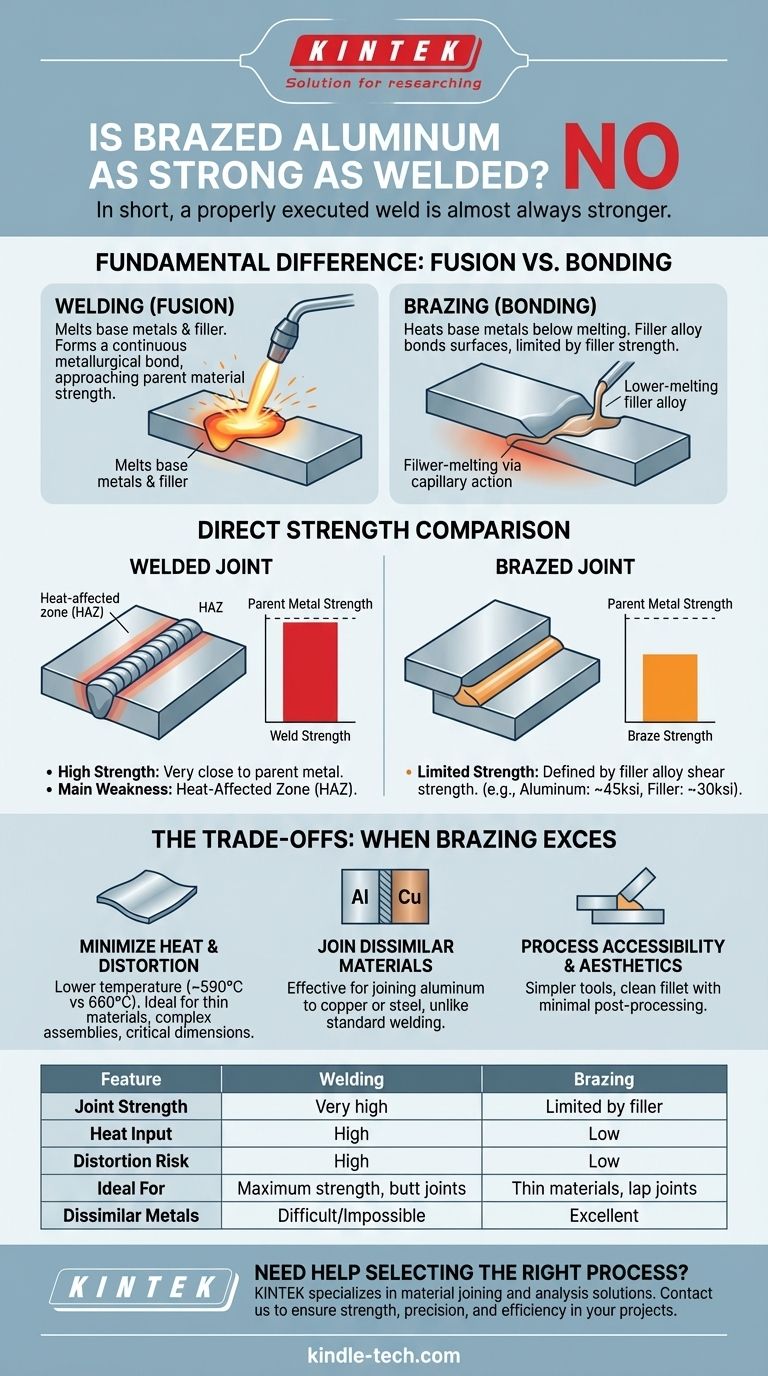
简而言之,不。 正确执行的铝焊接几乎总是比钎焊铝接头更坚固。焊接将母材熔合在一起,形成一个连续的冶金结合,其强度可以接近母材本身的强度。相比之下,钎焊是使用熔点较低的填充金属来连接零件,这意味着接头的最终强度受限于较弱的填充合金的强度。
在铝的焊接和钎焊之间进行选择,并非一个简单的“哪个更强”的问题。这是一个战略性的工程决策。焊接提供最大的接头强度,而钎焊则在控制热变形方面具有卓越的优势,使其成为薄材料、复杂组件和连接异种金属的更好选择。
根本区别:熔化与粘合
要理解强度差异,您必须首先了解这两种工艺的核心区别。它们基于完全不同的原理运作。
焊接的工作原理
焊接是一个熔合过程。它使用高温热源(如 TIG 焊枪)将铝母材边缘和兼容的填充焊丝一起熔化。这滩熔池凝固后形成一个单一的、连续的金属件。目标是形成一个同质接头,从所有实际目的来看,它都是原始材料的一部分。
钎焊的工作原理
钎焊是在微观层面上进行的粘合过程。它将母材加热到低于其熔点的温度,同时将专门的钎料合金熔化到接头中。这种熔融的填充金属通过毛细作用力被吸入紧密配合的表面之间,冷却后形成牢固的粘合连接。母材从未被熔化。
直接强度比较
最终接头的强度取决于所使用的工艺和涉及的材料。
焊接接头的强度
高质量的铝焊缝可以达到非常接近母材的强度。主要的薄弱点是热影响区 (HAZ)——焊缝周围被加热但未熔化的母材区域。在该区域,热量会改变铝的淬火状态,使其强度略低于未受影响的母材。
钎焊接头的强度
钎焊接头的强度受钎焊填充合金的剪切强度限制。对于铝而言,这些填充合金本质上比大多数结构铝合金要弱。例如,常见的 6061-T6 铝合金的拉伸强度约为 45,000 psi,而铝硅钎料的强度可能更接近 30,000 psi。
接头设计的关键作用
这种差异决定了接头的设计方式。焊接对于对接接头非常有效,即将两个部件边缘对齐放置。钎焊在搭接接头或套管接头中明显更强,这些接头最大限度地增加了填充金属粘合的表面积。这会将力从拉伸载荷转变为跨越大面积的剪切应力,从而发挥钎焊的优势。
了解权衡:何时钎焊是更优选择
如果焊接更坚固,那为什么还要钎焊铝呢?因为在许多应用中,最大强度并不是唯一——甚至不是最重要的——因素。
最大限度地减少热量和变形
这是钎焊最显著的优势。铝的熔点约为 1220°F (660°C),而铝钎焊发生在约 1100°F (590°C)。这种较低的温度大大降低了翘曲和变形的风险,使其成为薄规格金属板、管道和复杂组件的理想选择,在这些应用中尺寸稳定性至关重要。
连接异种材料
钎焊在连接铝与其他金属(如铜或钢)方面非常有效。由于熔点和冶金学的巨大差异,标准焊接工艺无法做到这一点。这使得钎焊在制造换热器和空调盘管等组件时至关重要。
工艺的可及性和美观性
虽然铝 TIG 焊接需要高超的技能和昂贵的交流设备,但使用更简单、更经济的工具就可以进行氧炔钎焊。此外,执行良好的钎焊接头会产生非常干净、整洁的焊道,通常不需要后处理或打磨,这与焊缝不同。
为您的应用选择正确的方法
选择正确的方法需要您确定项目最关键的优先事项。
- 如果您的首要重点是最大的结构强度和承载能力: 选择焊接,因为它能产生更坚固、更同质的接头,能够承受更高的应力。
- 如果您的首要重点是在薄材料或复杂形状上最小化变形: 选择钎焊,因为它具有低热输入和卓越的尺寸控制。
- 如果您的首要重点是将铝连接到不同的金属(如铜): 钎焊是您唯一可行且有效的选择。
- 如果您的首要重点是干净、美观的接头,且只需最少的后整理: 钎焊通常能产生更整洁的结果,无需进一步加工即可使用。
最终,了解这些基本差异将使您有能力选择最适合您特定工程目标的工艺,而不仅仅是实现连接。

摘要表:
| 特性 | 焊接 | 钎焊 |
|---|---|---|
| 接头强度 | 非常高(接近母材) | 受填充合金强度限制 |
| 热输入 | 高(熔化母材) | 低(母材不熔化) |
| 变形风险 | 高 | 低 |
| 理想用途 | 最大强度,对接接头 | 薄材料、复杂形状、搭接接头 |
| 异种金属 | 困难或不可能 | 优秀(例如,铝到铜) |
需要帮助为您的应用选择正确的铝连接工艺吗? KINTEK 专注于提供先进的实验室设备和耗材,包括材料连接和分析解决方案。我们的专家可以帮助您选择最佳方法,以确保您项目的强度、精度和效率。立即联系我们,讨论您的具体需求,了解 KINTEK 如何支持您实验室的成功!
图解指南