简而言之,不是。 尽管钎焊和锡焊都使用熔融的填充材料连接金属,但它们是根本不同的工艺。关键区别在于它们操作的温度,这直接决定了所得接头的强度和应用。钎焊在高温(高于 840°F / 450°C)下进行,形成极强的结合;而锡焊是一种低温工艺,用于较弱、更精密的场合。
在钎焊和锡焊之间进行选择,归结为一个关键因素:强度与敏感性。钎焊以高温为代价提供强大的结构连接,而锡焊则提供较弱的连接,以保护对热敏感的元件。
决定性区别:温度和填充金属
这两种方法的核心区别在于所用填充金属的熔化温度。这个单一变量决定了其他一切,从接头的强度到所需的设备。
840°F (450°C) 阈值
根据行业定义,任何使用熔点低于 840°F (450°C) 的填充金属连接金属的工艺都被视为锡焊。
任何使用熔点高于 840°F (450°C) 且不熔化母材的填充金属的工艺都被定义为钎焊。
工艺原理
在这两种方法中,被连接的母材被加热到足以熔化填充金属但不足以熔化母材本身的温度。
然后,熔融的填充金属通过一种称为毛细作用的现象被吸入零件之间紧密贴合的间隙中,在冷却和凝固时形成永久性连接。

温度如何转化为性能
钎焊使用的高温使得可以使用更强的填充合金,从而产生的接头具有与锡焊接头截然不同的机械性能。
接头强度和耐用性
钎焊接头非常坚固。 填充合金(通常是黄铜或银基合金)与母材形成冶金结合,形成的连接强度可以与被连接的材料本身一样强。
锡焊接头明显较弱。 它们不适用于结构或承重应用。它们的主要目的通常是导电性或形成低压密封。
抗应力和耐热性
钎焊是暴露在高温、振动或冲击下的部件的首选方法。这使其非常适合汽车、暖通空调和工业管道行业中的应用。
锡焊用于必须最小化热输入的情况。它最常见的应用是在电子产品中,因为钎焊的高温会破坏晶体管和电路板等敏感元件。
了解权衡
选择错误的工艺可能导致部件故障或损坏您的工件。了解它们各自的局限性至关重要。
高温的风险
钎焊的主要缺点是其极高的热量要求。如果操作不熟练和缺乏控制,这种高温可能会使母材退火(软化)、变形或以其他方式损坏。
低强度的局限性
锡焊的关键局限性在于其缺乏结构完整性。锡焊接头在承受显著的机械载荷或应力下会很快失效。它绝不应用于连接关键的结构部件。
设备和技能
钎焊几乎总是需要一个焊炬,通常是氧乙炔焊炬,以产生足够的热量。锡焊可以使用更广泛的工具进行,从简单的丙烷焊炬到用于电子产品的低功率烙铁。
根据您的目标做出正确的选择
根据您项目的不可协商的要求来选择方法。
- 如果您的主要重点是结构强度和耐用性: 钎焊是正确的选择,因为它形成的接头强度几乎与母材一样强。
- 如果您的主要重点是连接对热敏感的元件,如电子产品: 由于其低温特性,锡焊是唯一安全的选择。
- 如果您的主要重点是在低压管道上形成简单的、防漏的密封: 锡焊通常是更快、更容易的方法。
最终,了解温度决定强度是选择适合该工作的正确工艺的关键。
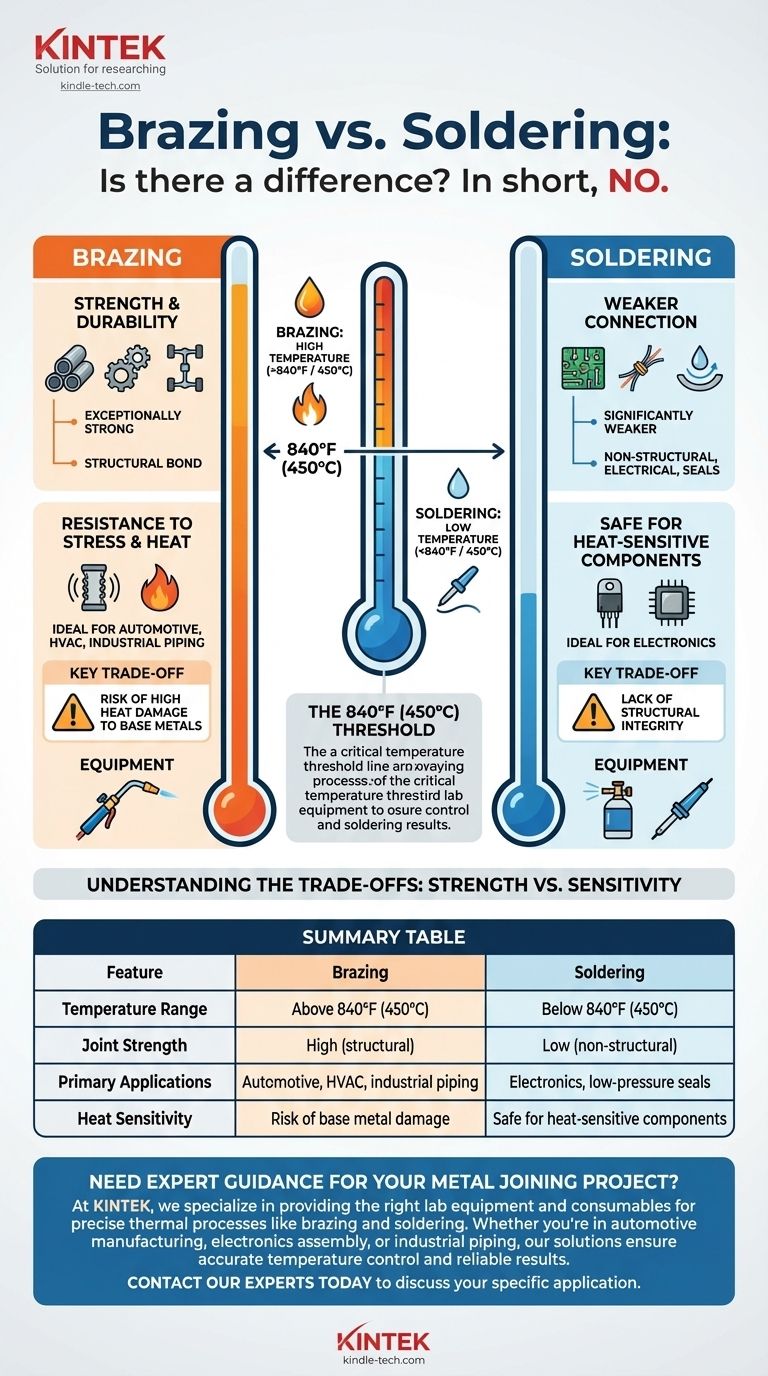
摘要表:
| 特征 | 钎焊 | 锡焊 |
|---|---|---|
| 温度范围 | 高于 840°F (450°C) | 低于 840°F (450°C) |
| 接头强度 | 高(结构性) | 低(非结构性) |
| 主要应用 | 汽车、暖通空调、工业管道 | 电子产品、低压密封 |
| 热敏感性 | 有母材损坏的风险 | 对热敏感元件安全 |
需要专家指导您的金属连接项目吗? 在 KINTEK,我们专注于为钎焊和锡焊等精确热工艺提供正确的实验室设备和耗材。无论您从事汽车制造、电子装配还是工业管道,我们的解决方案都能确保准确的温度控制和可靠的结果。立即联系我们的专家讨论您的具体应用,了解 KINTEK 如何提高您实验室的效率和成功率。
图解指南