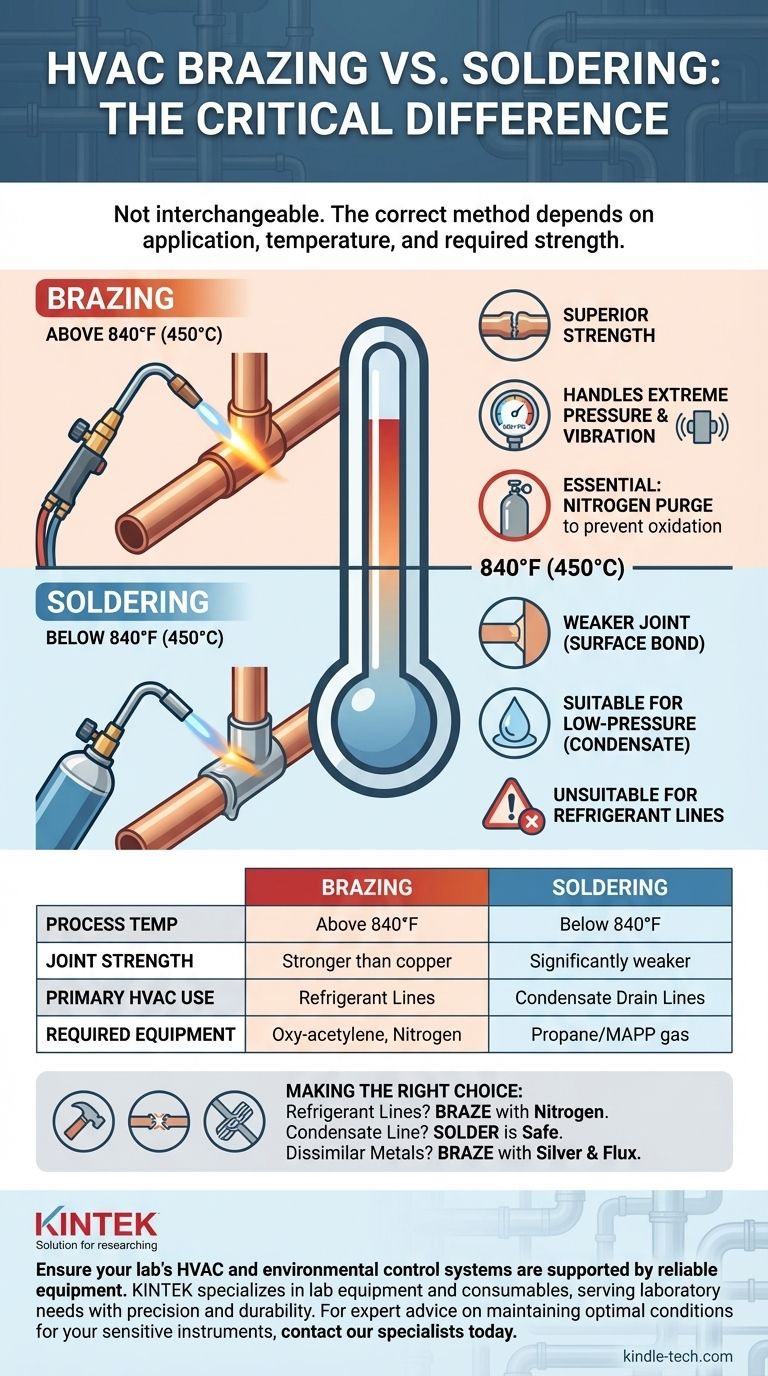
在HVAC中,钎焊和锡焊都会使用,但它们不能互换。 正确的方法完全取决于应用。钎焊是连接铜制制冷剂管路的必要标准,因为它具有卓越的强度,而锡焊则保留给低压应用,例如冷凝水排放管路。
核心区别在于温度和接头产生的强度。钎焊发生在高于840°F (450°C)的温度下,形成比铜管本身更强的连接。锡焊发生在低于此温度,形成的接头要弱得多,不适合现代制冷剂的高压要求。
根本区别:温度和强度
“钎焊”(Brazing)和“锡焊”(Soldering)这两个术语经常被混淆,但在技术背景下,它们描述了两种由操作温度和所用填充金属类型定义的截然不同的工艺。
什么是钎焊?
钎焊是一种金属连接工艺,其中熔点高于840°F (450°C)的填充金属被熔化,并通过毛细作用力被吸入紧密配合的接头中。
在HVAC中,这通常涉及使用氧乙炔焊枪加热铜管。填充金属(通常是铜磷合金或银合金)熔化,流入间隙,冷却后形成一个极其牢固、永久的连接。
正是这种高强度的连接使得钎焊成为所有高压制冷剂管路的强制工艺。
什么是锡焊?
锡焊是一个类似的过程,但它使用熔点低于840°F (450°C)的填充金属(焊料)。热源通常是简单的丙烷或MAPP燃气焊枪。
虽然毛细作用力是相同的,但形成的连接比钎焊接头要弱得多。它更像是一种表面粘合,类似于强力胶水,而不是将材料熔合在一起的冶金结合。
因此,锡焊只适用于低压应用,例如饮用水管道,或者在HVAC中用于冷凝水排放管路。

为什么钎焊是制冷剂管路的标准
在制冷剂管路上使用焊料是一个关键错误,将导致系统故障。钎焊对于三个主要原因至关重要。
承受极端压力
现代制冷剂,如R-410A,在高压侧的运行压力通常超过600 PSI。焊锡接头根本不具备容纳这些压力的机械强度,最终必然会泄漏。
抵抗振动
HVAC系统是一个动态环境。压缩机和风扇产生持续的、细微的振动,这些振动会通过铜管传播。钎焊接头具有延展性,可以在不失效的情况下吸收这些振动,而焊锡接头更脆,长期应力下容易开裂。
用氮气防止氧化
HVAC钎焊中一个关键的、不可协商的步骤是在加热过程中用干燥氮气吹扫管路。
当铜在氧气存在下加热时,会在管内壁形成一种称为氧化亚铜的黑色、易剥落的氧化皮。这种氧化皮可能会脱落,随系统流动,并堵塞诸如干燥过滤器或TXV(热力膨胀阀)等部件中微小、精确的开口,导致系统完全堵塞和故障。
向管道中通入低压氮气流可以置换氧气,防止任何氧化物形成,并确保系统内部保持完全清洁。
了解权衡和常见陷阱
尽管钎焊在强度上更优越,但它比锡焊需要更高的技能和专业设备,这导致一些人试图走捷径。
技能和设备要求
钎焊要求更高水平的技能。技术人员必须将接头均匀加热到正确的温度,而不会过热并损坏管道或附近的阀门。它还需要氧乙炔焊枪装置,这比简单的丙烷焊枪更复杂、更昂贵。
填充金属的选择
钎焊合金的选择至关重要。对于铜对铜的接头,铜磷合金(如15%银)很常见,因为磷充当助焊剂。
然而,当钎焊铜与不同金属(如维修阀的黄铜或钢)连接时,您必须使用单独的助焊剂和高银含量的钎焊合金。使用错误的焊条将导致接头强度不足或根本无法粘合。
“软焊”的诱惑
锡焊更快、更便宜、更容易。这使得未经培训的人员很容易错误地将其用于制冷剂管路。这是一种严重的渎职行为,保证了未来的泄漏、昂贵制冷剂的损失以及潜在的设备损坏。
为您的目标做出正确的选择
您的选择完全取决于您正在处理系统的哪个部分。
- 如果您的主要重点是连接制冷剂管路(吸气管、液管或排气管): 您必须进行钎焊并用氮气吹扫,以形成牢固、清洁、永久的接头。
- 如果您的主要重点是连接冷凝水排放管路: 锡焊是这种低压应用的正确、安全且经济的方法。
- 如果您的主要重点是将铜与不同金属(如阀门)连接: 您必须使用高银合金进行钎焊,并涂抹助焊剂以确保正确的粘合。
掌握正确的连接方法是安全可靠的HVAC工作的不可或缺的方面。
总结表:
| 方面 | 钎焊 | 锡焊 |
|---|---|---|
| 工艺温度 | 高于840°F (450°C) | 低于840°F (450°C) |
| 接头强度 | 强于母体铜管 | 明显较弱 |
| 主要HVAC用途 | 高压制冷剂管路 | 低压冷凝水排放管路 |
| 所需设备 | 氧乙炔焊枪,氮气吹扫 | 丙烷或MAPP燃气焊枪 |
确保您实验室的HVAC和环境控制系统由可靠的设备支持。 KINTEK 专注于实验室设备和耗材,以精确性和耐用性服务于实验室需求。如需有关为敏感仪器维护最佳条件的专家建议,请立即联系我们的专家,为您设施发现正确的解决方案。
图解指南