选择焊接还是钎焊铝材需要理解它们工作方式的根本区别。没有哪种工艺是普遍“更好”的。焊接通过熔化铝部件来创建最强的连接,而钎焊则使用较低的温度将填充金属流入接头,而不熔化铝本身,这大大降低了变形的风险。
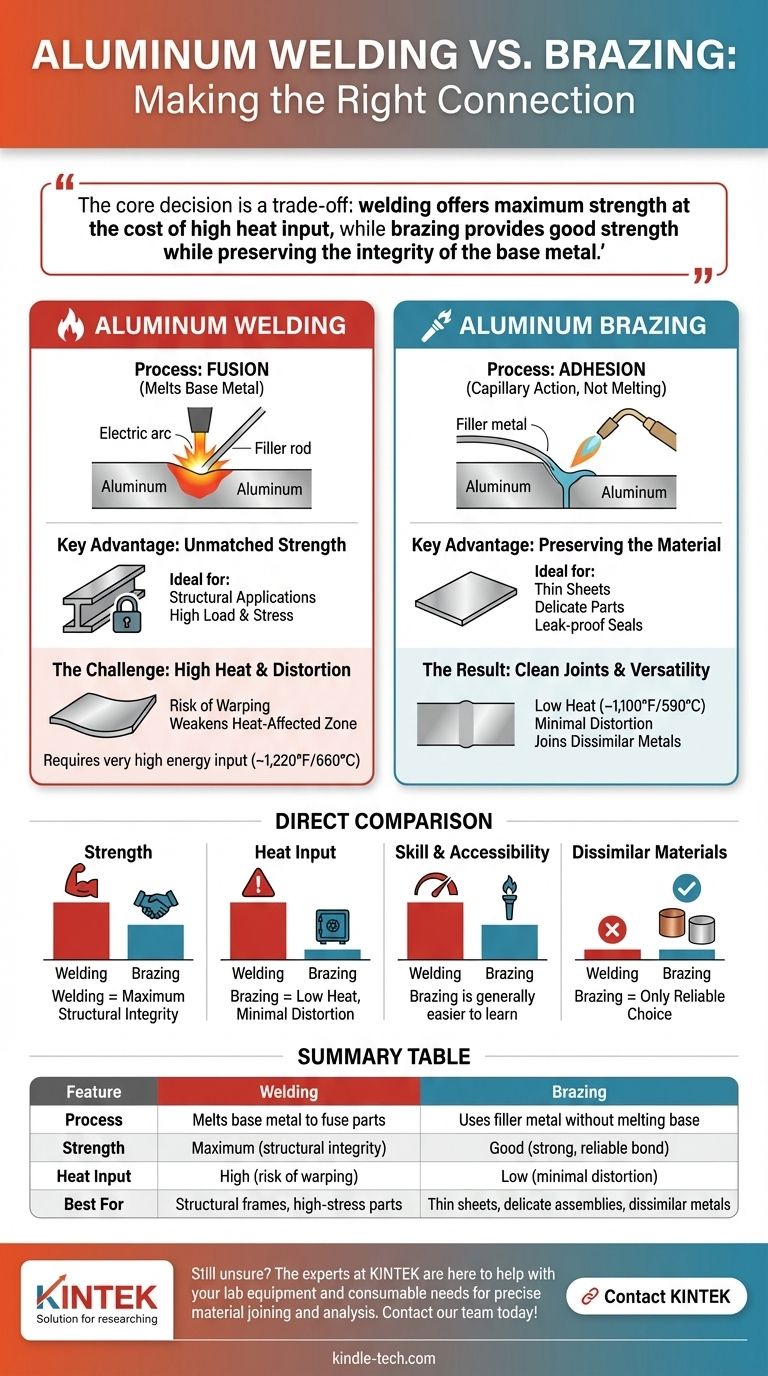
核心决策是一个权衡:焊接以高热输入为代价提供最大强度,而钎焊则在保持基材完整性的同时提供良好的强度。您的具体应用和材料厚度将决定正确的选择。
什么是铝材焊接?
焊接是一种熔合过程。目标是使多块铝材表现得像一个单一的、连续的整体。
原理:熔合母材
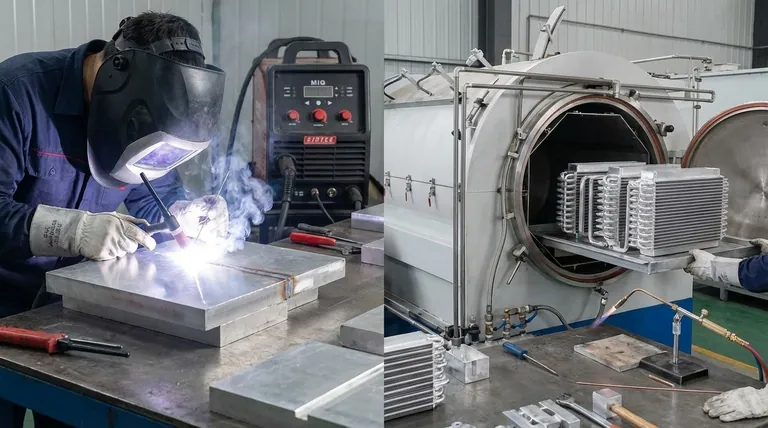
焊接使用强烈的热源,例如TIG(钨极惰性气体保护焊)或MIG(金属极惰性气体保护焊)中的电弧,来熔化待连接铝部件的边缘。通常会添加兼容铝合金的填充焊丝或焊条到熔池中以形成接头。
当这个熔池冷却并凝固时,母材和填充金属会熔合成一个单一的、均匀的铝块。
主要优点:无与伦比的强度
由于接头成为母材的一部分,因此正确执行的焊接异常坚固。在许多情况下,焊接接头可以与它连接的原始铝材一样坚固,甚至更坚固。
这使得焊接成为结构应用的标准选择,在这些应用中,接头必须承受显著的载荷、应力或振动。
挑战:高热量和变形
铝具有非常高的导热性,这意味着热量会迅速散发。这需要非常高的能量输入才能达到其约1,220°F (660°C)的熔点。
这种强烈、局部的热量很容易导致薄板翘曲或变形。它还可能对周围区域(称为热影响区,HAZ)的铝材回火(热处理硬度)产生负面影响,从而可能削弱材料。
什么是铝材钎焊?
钎焊是一种粘附和冶金结合的过程。它在不熔化金属的情况下将金属连接在一起。
原理:毛细作用,而非熔化
在钎焊中,铝部件被加热到高于填充金属熔点但安全地低于铝本身熔点的温度。
一旦部件足够热,钎焊填充焊条就会接触到接头。熔化的填充物通过强大的毛细作用被吸入紧密配合的间隙中。它在冷却时形成坚固、永久的连接。
主要优点:保护材料
钎焊使用的温度显著较低——通常约为1,100°F (590°C)——是其最大的优势。这种温和的加热过程几乎消除了翘曲和变形的风险。
此外,它保留了铝母材的原始回火和强度,因为热影响区远不那么明显。
结果:清洁的接头和多功能性
钎焊产生异常清洁、整齐的接头,具有光滑的焊角,通常无需进一步精加工。
至关重要的是,它对于连接异种金属也非常有效,例如铝与铜或铝与钢,这在焊接中通常是不可能的。
理解权衡:直接比较
您的决定取决于这些关键差异。
强度和耐用性
焊接在原始强度方面是明显的赢家。如果您正在建造船体、车辆框架或结构支撑,焊接是合适的选择。钎焊接头很坚固,但它依赖于填充合金的强度,而不是母材的熔合。
热输入和变形
钎焊在控制热量方面具有巨大优势。如果您正在处理薄铝板、精密部件或公差要求严格的部件(如在HVAC系统中),钎焊可以保护组件免受热引起的损坏。
技能和可及性
钎焊通常被认为比TIG焊接铝材更容易学习。控制铝材上的TIG电弧、清洁氧化层和管理热量需要大量的练习。钎焊的焊枪控制是一种更容易掌握的技能。
连接异种材料
钎焊是连接铝与其他大多数金属的唯一可靠选择。焊接的熔合过程与熔点和冶金特性差异很大的金属不兼容。
为您的应用做出正确选择
与其问哪个“更好”,不如问哪个适合您的目标。
- 如果您的主要关注点是最大结构完整性:选择焊接(TIG用于精密,MIG用于速度)以创建最强的熔合接头。
- 如果您的主要关注点是最小化薄或精密部件的变形:选择钎焊以保护母材免受高温的破坏性影响。
- 如果您的主要关注点是在复杂组件中创建防漏密封:钎焊提供出色的接头填充和清洁的焊角,非常适合管道、罐体或流体系统。
- 如果您的主要关注点是将铝连接到另一种金属:钎焊是正确且通常是唯一可行的选择。
通过将工艺与项目要求相匹配,您可以确保成功可靠的结果。
总结表:
| 特征 | 焊接 | 钎焊 |
|---|---|---|
| 工艺 | 熔化母材以熔合部件 | 使用填充金属而不熔化母材 |
| 强度 | 最大(结构完整性) | 良好(坚固、可靠的连接) |
| 热输入 | 高(有翘曲风险) | 低(最小变形) |
| 最适合 | 结构框架、高应力部件 | 薄板、精密组件、异种金属 |
仍然不确定哪种工艺适合您的铝材项目?KINTEK 的专家随时为您提供帮助。我们专注于提供精确材料连接和分析所需的实验室设备和耗材。无论您是处理结构部件还是精密组件,我们都能指导您找到正确的解决方案。立即联系我们的团队讨论您的具体应用并确保成功的结果。
图解指南