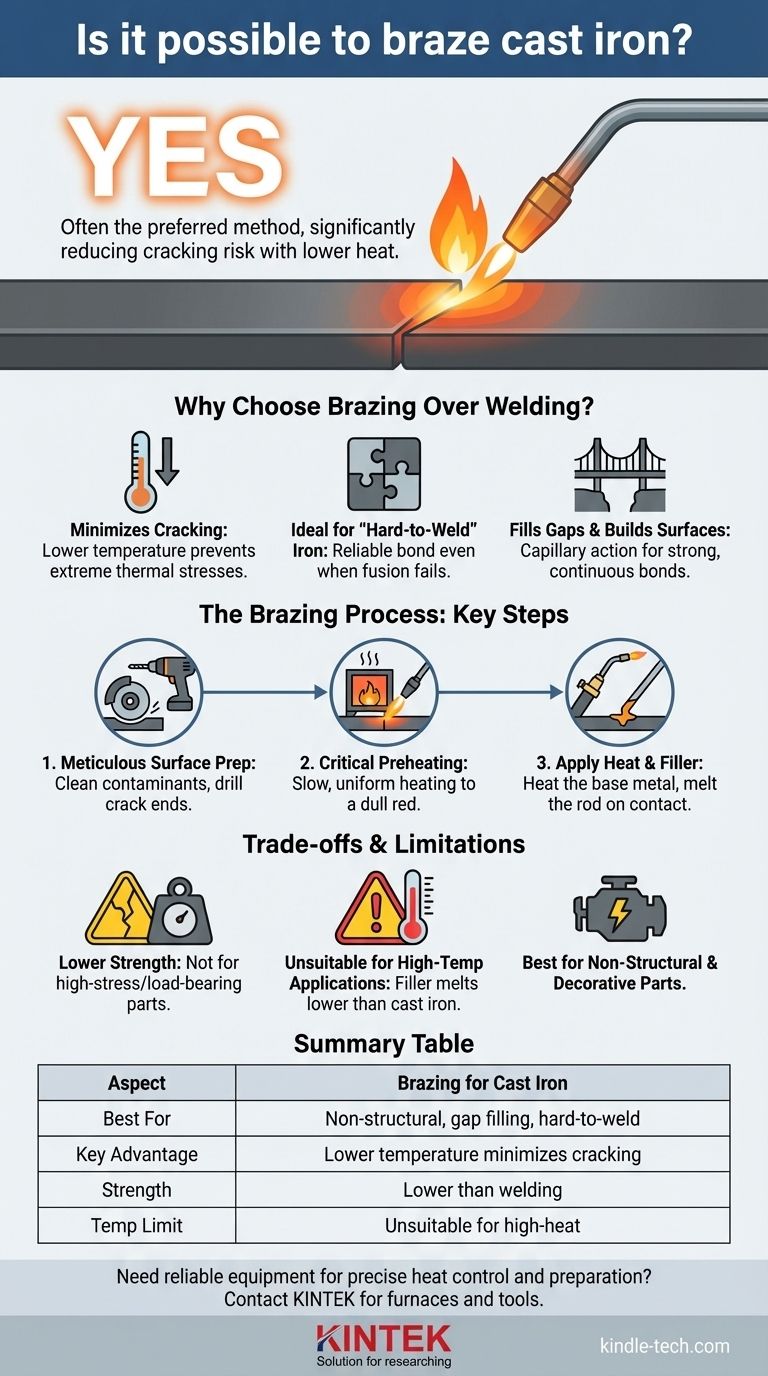
是的,绝对可以钎焊铸铁。事实上,对于许多应用来说,它不仅是可能的,而且是首选的修复方法。钎焊使用的温度低于焊接,这大大降低了脆性铸铁开裂的风险,使其成为连接和修复焊接失败或风险过高的部件的可靠技术。
铸铁的核心挑战是它在焊接的高局部热量下容易开裂。钎焊通过在不熔化铸铁的情况下连接金属,巧妙地解决了这个问题,为许多非结构性修复提供了理想的牢固、低应力结合。
为什么选择钎焊而不是焊接来处理铸铁?
钎焊不仅仅是焊接的替代品;它是一个根本不同的过程,对于像铸铁这样敏感的材料具有明显的优势。
最大限度地降低开裂风险
钎焊的主要优点是其较低的工作温度。该过程加热铸铁的温度足以熔化青铜或黄铜填充焊条,但远低于铁本身熔点。
这种有限的、更温和的加热可以防止在传统焊接冷却阶段引起铸铁开裂的极端热应力。这可以保持基材的原始性能。
适用于“难以焊接”的铸铁
由于其特定的碳含量或多年使用中存在的污染物,某些类型的铸铁以难以焊接而闻名。
当反复尝试焊接失败时,钎焊提供了一条可靠的前进道路,可以在熔焊根本不可行的地方形成牢固的结合。
填充间隙和堆积表面
钎焊在桥接部件之间的较大间隙方面非常出色。填充金属通过毛细作用流入接头,形成坚固、连续的结合,在某些情况下甚至比基体铸铁更坚固。它对于堆积磨损的表面也很有效。
铸铁钎焊工艺:关键步骤
铸铁钎焊的成功取决于有条不紊的准备和热量控制。匆忙进行任何这些步骤都是最常见的失败原因。
步骤 1:彻底的表面准备
接头表面必须完全没有污染物。油、油脂、铁锈,甚至来自铁本身的石墨都会阻止填充金属正确结合。打磨或砂光表面以露出干净、光亮的金属。
要修复裂纹,请在裂纹的两端钻一个小孔。这个简单的步骤可以释放应力,对于防止裂纹在加热和冷却过程中进一步扩展至关重要。
步骤 2:关键预热
铸铁不能承受突然的局部温度变化。必须缓慢均匀地预热,以防止热冲击和开裂。
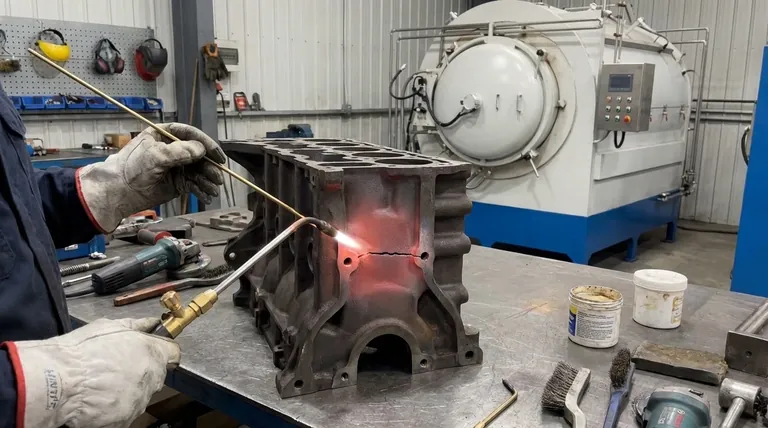
对于较小的部件,可以使用焊枪逐渐加热整个部件。对于较大的铸件,强烈建议使用熔炉进行均匀加热。将铁加热至暗红色,表明它已准备好进行钎焊。
步骤 3:施加热量和填充金属
使用中性或略微氧化的火焰和尺寸合适的钎焊喷嘴。目标是加热铸铁基材,而不是填充焊条。
将接头区域加热到温度。当铸铁足够热时,它会在接触时熔化钎焊条。这确保了填充金属“润湿”表面并深入流入接头,形成适当的结合。
了解权衡和局限性
尽管有效,但钎焊并非万能的解决方案。了解其局限性是正确安全地使用它的关键。
强度低于焊接
正确执行的焊接(熔合了基材)通常会形成比钎焊接头更牢固的接头。钎焊是在金属表面上形成结合,而不是在金属内部形成结合。
不适用于高温应用
钎焊填充金属的熔点远低于铸铁。因此,钎焊修复不适用于在高温下运行的部件,例如排气歧管、气缸盖或其他发动机部件。一旦其工作温度超过填充金属的熔点,接头就会失效。
不适用于高应力或承重部件
由于其拉伸强度低于完全熔透的焊缝,钎焊不应用于承受高拉力或重载荷的关键部件的修复。它最适合用于外壳、箱体和装饰件。
为您的维修做出正确的选择
要确定钎焊是否是正确的方法,请考虑部件的最终功能。
- 如果您的主要重点是修复非结构性部件(如支架、外壳或装饰件):钎焊是一个极好的、低风险的选择,可以最大限度地减少铸件开裂的几率。
- 如果您的主要重点是修复承受高温的部件(如排气歧管):钎焊不适用;您必须研究专业的高温焊接程序。
- 如果您的主要重点是承重部件的最大强度:钎焊可能不足;由专家进行的适当焊接修复是更安全的选择。
通过了解其原理和局限性,您可以自信地将钎焊用作铸铁修复的有力工具。
摘要表:
| 方面 | 铸铁钎焊 |
|---|---|
| 最适合 | 非结构性修复、填充间隙、难以焊接的铸铁 |
| 主要优势 | 较低的温度最大限度地降低开裂风险 |
| 强度 | 低于焊接;不适用于高应力部件 |
| 温度限制 | 不适用于高温应用(例如排气歧管) |
| 工艺 | 预热、表面准备、毛细管填充流动 |
需要可靠的设备用于您的金属加工或实验室项目?
钎焊铸铁需要精确的温度控制和准备工作。KINTEK 专注于高质量的实验室设备和耗材,包括用于均匀预热的熔炉和用于细致表面准备的工具。无论您是在研究实验室还是工业车间,我们的解决方案都能帮助您获得一致、专业的成果。
立即联系我们的专家,为您特定的铸铁修复或制造需求找到合适的设备。
图解指南