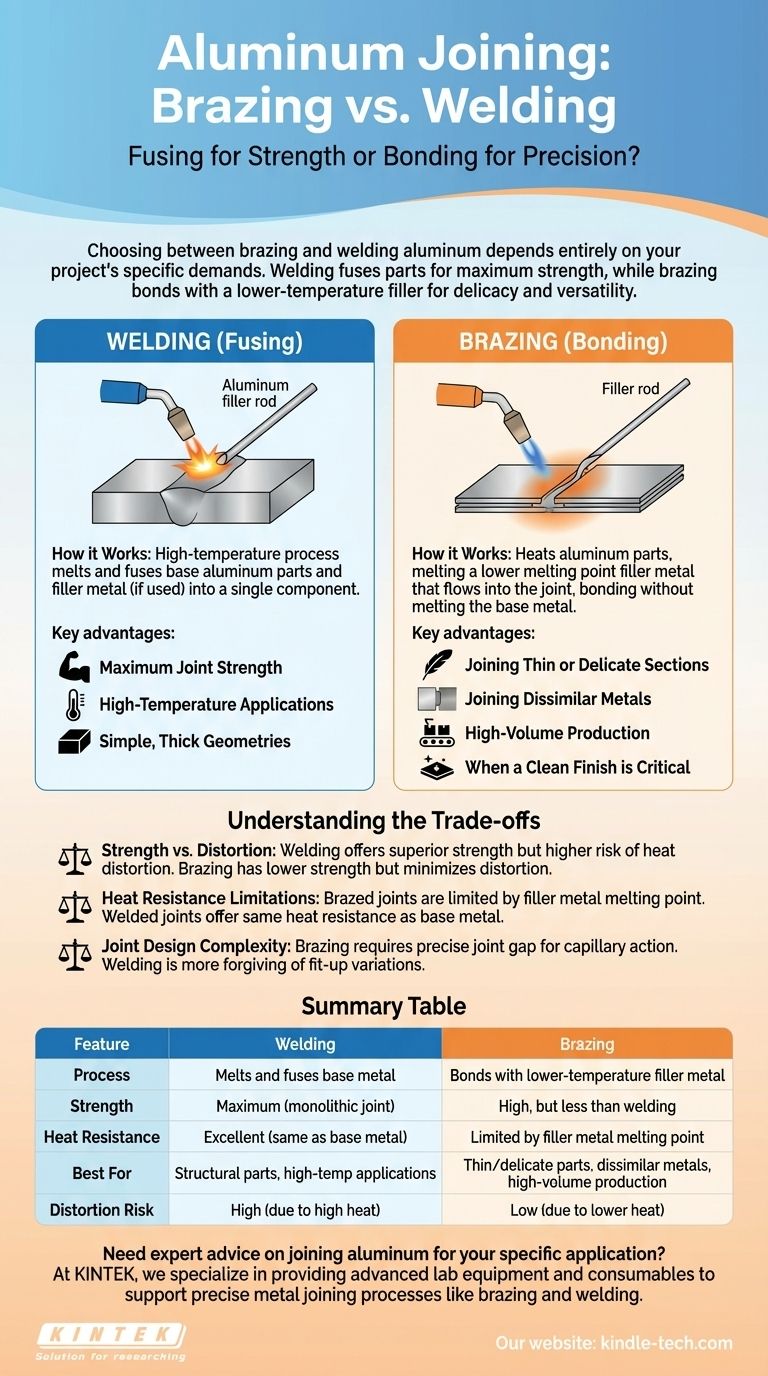
在钎焊和焊接铝之间做出选择完全取决于您项目的具体要求。 焊接是将铝部件熔合在一起,形成一个单一的连续部件,从而提供最大的强度和耐热性。相反,钎焊使用较低的温度,通过单独的填充金属将铝粘合在一起,这对于精细部件、连接不同类型的金属和大批量生产具有优势。
根本性的选择不在于哪个过程总体上“更好”,而在于哪个过程与您的具体优先级相符。焊接通过熔化母材来优先考虑最终强度,而钎焊则通过使用低温粘合过程来优先考虑精度和多功能性。
根本区别:熔合与粘合
焊接的工作原理
焊接是一个高温过程,它会熔化接头处的铝母材。通常会添加一种也是铝的填充金属,所有材料都会熔化、混合并固化在一起。这会形成一个单一的整体部件。
结果是一个在冶金上与原始部件融为一体的接头,具有出色的强度。
钎焊的工作原理
钎焊将铝部件加热到足以熔化填充金属的温度,但不足以熔化铝本身。这种熔点较低的填充金属通过毛细作用被吸入紧密配合的接头中。
冷却后,填充金属会凝固,在不熔化铝部件的情况下,在它们之间形成牢固的冶金结合。
何时为铝选择焊接
追求最大的接头强度
由于焊接会熔化并熔合母材,因此形成的接头异常坚固。对于结构部件或承受高应力的部件,焊接几乎总是更优越的方法。
用于高温应用
焊接接头本质上是连续的铝件。这赋予了它显著的耐热性,使其成为在高温环境中使用部件的唯一合适选择。
适用于简单、厚的几何形状
焊接对于连接厚铝件非常有效,与较薄材料相比,高温输入不太可能引起变形或烧穿。
何时为铝选择钎焊
连接薄或精密的部件
铝是优良的导热体,这意味着焊接的热量会迅速扩散,通常会导致薄材料变形或烧穿。钎焊的较低温度大大降低了这种变形的风险,使其成为精细部件的理想选择。
连接异种金属
钎焊在将铝与其他金属(如铜或钢)连接方面表现更优。这对于传统焊接来说非常困难或不可能实现,但钎焊的粘合过程使其成为可靠的解决方案。
用于大批量生产
钎焊非常适合自动化和大批量项目。真空钎焊等工艺可以产生极其干净、一致的接头,具有出色的部件间可重复性,并且后处理的需要最少。
当清洁的表面至关重要时
钎焊,特别是当在真空等受控气氛中进行时,可以产生无氧化、外观非常干净的部件。这可以减少或消除二次清洁操作的需要。
了解权衡
强度与变形
这是核心的权衡。焊接提供卓越的强度,但伴随着由热引起的变形(翘曲)的高风险,尤其是在铝中。钎焊以牺牲一些最终强度和耐热性为代价,换取一种降低风险的工艺,以保护部件的尺寸完整性。
耐热性限制
钎焊接头的使用温度受所用填充金属的熔点限制。如果部件暴露在接近该熔点的温度下,接头就会失效。焊接接头没有这个限制。
接头设计复杂性
钎焊依赖于毛细作用,这要求被连接的部件之间有非常特定且一致的间隙。焊接通常对装配和接头准备的差异更具容忍性。
根据您的目标做出正确的选择
通过了解您项目的核心目的,您可以自信地选择正确的工艺。
- 如果您的主要重点是结构完整性、承载能力或高温性能: 焊接是更优的选择,因为它形成了一个与母铝强度相当的整体接头。
- 如果您的主要重点是连接薄材料、将铝连接到不同金属,或最小化部件变形: 钎焊是更好的选择,因为它具有较低的热输入和独特的粘合能力。
- 如果您的主要重点是大批量制造,需要干净、一致的接头: 钎焊,特别是自动化或真空钎焊,在效率和最终外观方面提供了显著优势。
通过将工艺能力与您的项目需求相结合,您可以自信地选择确保其完整性和成功的连接方法。
摘要表:
| 特性 | 焊接 | 钎焊 |
|---|---|---|
| 工艺 | 熔化并熔合母材 | 与低温填充金属粘合 |
| 强度 | 最大(整体接头) | 高,但低于焊接 |
| 耐热性 | 极佳(与母材相同) | 受填充金属熔点限制 |
| 最适合 | 结构部件、高温应用 | 薄/精细部件、异种金属、大批量生产 |
| 变形风险 | 高(由于高温) | 低(由于低温) |
需要针对您的特定应用就铝连接提供专家建议吗?
在 KINTEK,我们专注于提供先进的实验室设备和耗材,以支持精确的金属连接工艺,如钎焊和焊接。无论您是处理精细部件还是大批量生产,我们的解决方案都有助于确保完整性和成功。
立即联系我们,讨论我们如何满足您实验室的设备需求!
图解指南