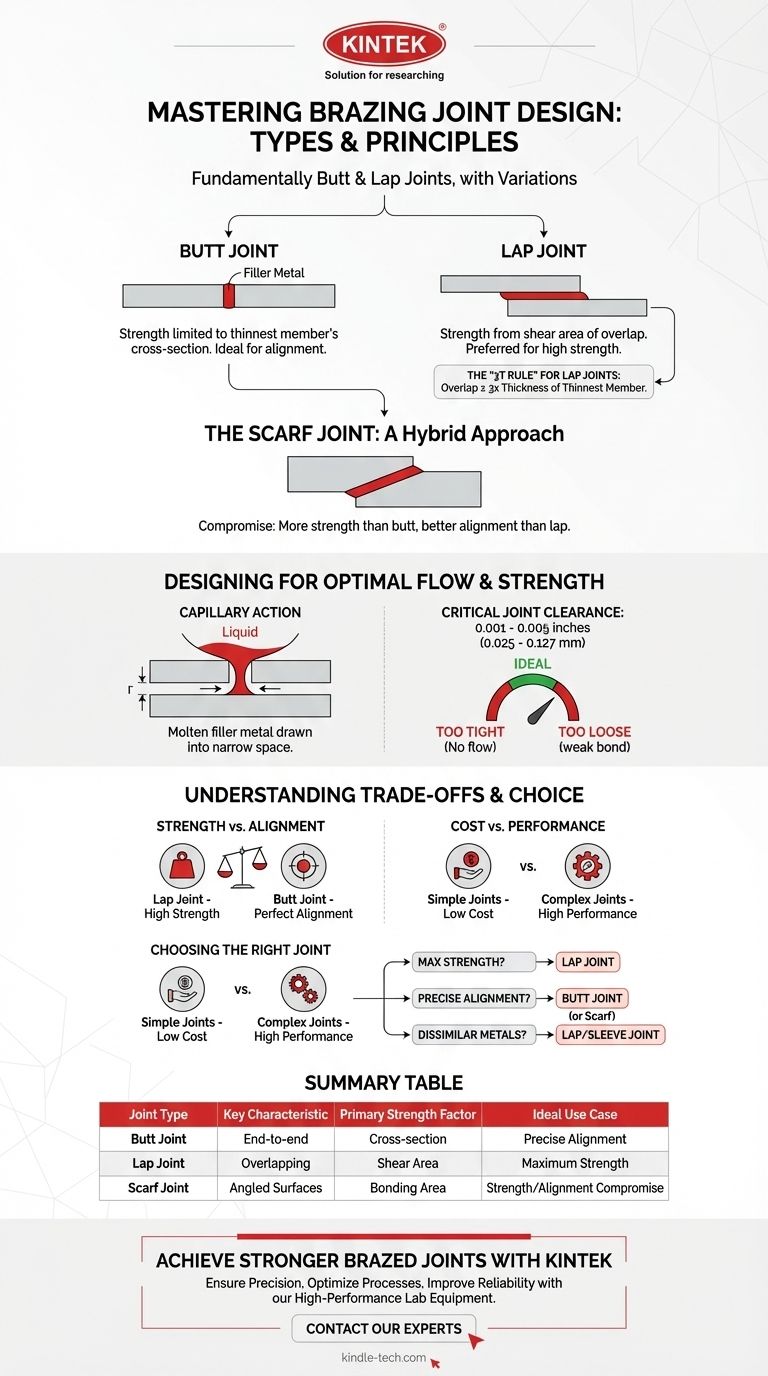
从根本上说,钎焊接头有两种基本类型:对接接头和搭接接头。虽然存在其他设计,但它们几乎总是这两种主要配置的变体或组合。在设计稳健、可靠的钎焊接头组件时,在这两者之间做出选择是最关键的决定。
钎焊的目标是形成一个与被连接母材一样坚固,甚至更坚固的接头。这种强度几乎完全来自于填充金属的剪切面积,这就是为什么具有重叠表面的搭接接头是高强度钎焊设计的基石。
核心接头设计:对接与搭接
了解对接和搭接接头的基本优点和缺点是实现可制造性和可靠性设计的第一步。
对接接头 (The Butt Joint)
当两个构件首尾相连时,形成对接接头。零件的边缘彼此齐平放置,留有均匀的小间隙供填充金属流动。
对接接头的主要弱点在于其强度仅限于最薄构件的横截面积。接头承受拉伸或压缩载荷,这对于钎焊接头来说不是理想的加载条件。
搭接接头 (The Lap Joint)
通过重叠两个构件来创建搭接接头。填充金属在这些重叠的表面之间流动。
这是大多数钎焊应用的首选设计。搭接接头的强度由其剪切面积(重叠面积)决定,而不是零件的横截面积。通过简单地增加重叠量,您可以制造出比母材本身坚固得多的接头。
斜接接头:混合方法 (The Scarf Joint: A Hybrid Approach)
斜接接头本质上是一个斜接的对接接头。通过以一定角度而不是垂直切割配合端面,可以增加可用于粘合的表面积。
这种设计提供了一种折衷方案。它比标准对接接头提供更高的强度,同时比搭接接头保持更好的对齐和更平滑的轮廓。然而,它需要更复杂的零件准备工作。
为最佳填充金属流动和强度而设计
接头类型只是等式的一部分。成功的钎焊接头取决于为钎焊过程本身的物理特性进行设计。
毛细管作用原理 (The Principle of Capillary Action)
钎焊之所以有效是因为毛细管作用。这是一种现象,即液体(熔融的填充金属)会被自动吸入固体表面(母材)之间的狭窄空间。
正确设计的接头为毛细管作用提供了理想条件,使其能够将填充金属完全拉过整个接头界面,从而确保无空隙的粘合。
接头间隙的关键作用 (The Critical Role of Joint Clearance)
接头间隙是两个配合表面之间的间隙。它可能是接头设计中最重要的单一因素。
如果间隙太紧,填充金属无法流入接头。如果间隙太松,毛细管作用会减弱,形成的粘合层会很薄,容易出现空隙和孔隙,从而大大降低其强度。
对于大多数常见的填充金属来说,理想的间隙在 0.001 到 0.005 英寸(0.025 到 0.127 毫米)之间。
搭接接头的“3T 原则” (The "3T Rule" for Lap Joints)
一个被广泛接受的搭接接头设计准则是“3T 原则”。
该原则指出,重叠长度应至少为被连接的最薄构件厚度的三倍。遵循此规则通常可以确保钎焊接头的强度高于母材。
了解接头设计中的权衡
每项设计选择都涉及平衡相互竞争的因素。选择接头类型也不例外,需要您权衡性能与可制造性。
强度与对齐 (Strength vs. Alignment)
搭接接头提供卓越的强度,但可能会在组件中引入偏移,这可能是不可接受的。对接接头保持完美的对齐,但代价是强度显著降低。
成本与性能 (Cost vs. Performance)
简单的对接和搭接接头是最容易和最便宜准备的。更复杂的设计,如斜接接头或定制的互锁接头(例如管子的套管接头),可提供更好的性能,但需要更精确的加工,从而增加成本。
异种金属的影响 (The Impact of Dissimilar Metals)
钎焊在连接异种金属(如铜与钢)方面表现出色。然而,这些材料通常具有不同的热膨胀率。在这种情况下,搭接接头通常更具容忍性,因为它能更好地适应加热和冷却过程中产生的应力。两种膨胀率差异很大的材料之间的对接接头更容易失效。
为您的应用选择合适的接头
您的设计选择应由成品的主要要求驱动。
- 如果您的首要重点是最大强度和可靠性:使用搭接接头。确保重叠符合“3T 原则”,并严格控制接头间隙以实现适当的毛细管作用。
- 如果您的首要重点是保持精确的尺寸和对齐:从对接接头开始。如果需要更高的强度,可以考虑斜接接头作为更坚固的替代方案,以避免搭接接头的偏移。
- 如果您的首要重点是连接异种金属或管材:倾向于使用搭接式或套管式接头。这种设计提供了卓越的强度,并能更好地适应不同热膨胀率产生的应力。
最终,周到的接头设计是将钎焊从一种简单的连接方法转变为强大的工程工具的方式。
总结表:
| 接头类型 | 关键特征 | 主要强度因素 | 理想用例 |
|---|---|---|---|
| 对接接头 | 零件首尾相连 | 最薄构件的横截面积 | 需要精确对齐的应用 |
| 搭接接头 | 零件重叠 | 剪切面积(重叠面积) | 最大强度和可靠性 |
| 斜接接头 | 斜接配合表面 | 增加的粘合表面积 | 强度与对齐之间的折衷方案 |
准备在您的实验室或生产线上实现更坚固、更可靠的钎焊接头吗?
正确的接头设计至关重要,正确的设备也同样重要。在 KINTEK,我们专注于提供高性能的实验室设备和易耗品,以满足您特定的钎焊和热处理需求。
我们帮助您:
- 确保精度:实现完美毛细管作用所需的确切接头间隙(0.001-0.005 英寸)。
- 优化工艺:利用专为均匀热循环设计的炉子和加热系统,这在连接异种金属时至关重要。
- 提高可靠性:批次之间获得一致的高强度结果。
让我们讨论我们的解决方案如何增强您的钎焊应用。立即联系我们的专家进行个性化咨询!
图解指南