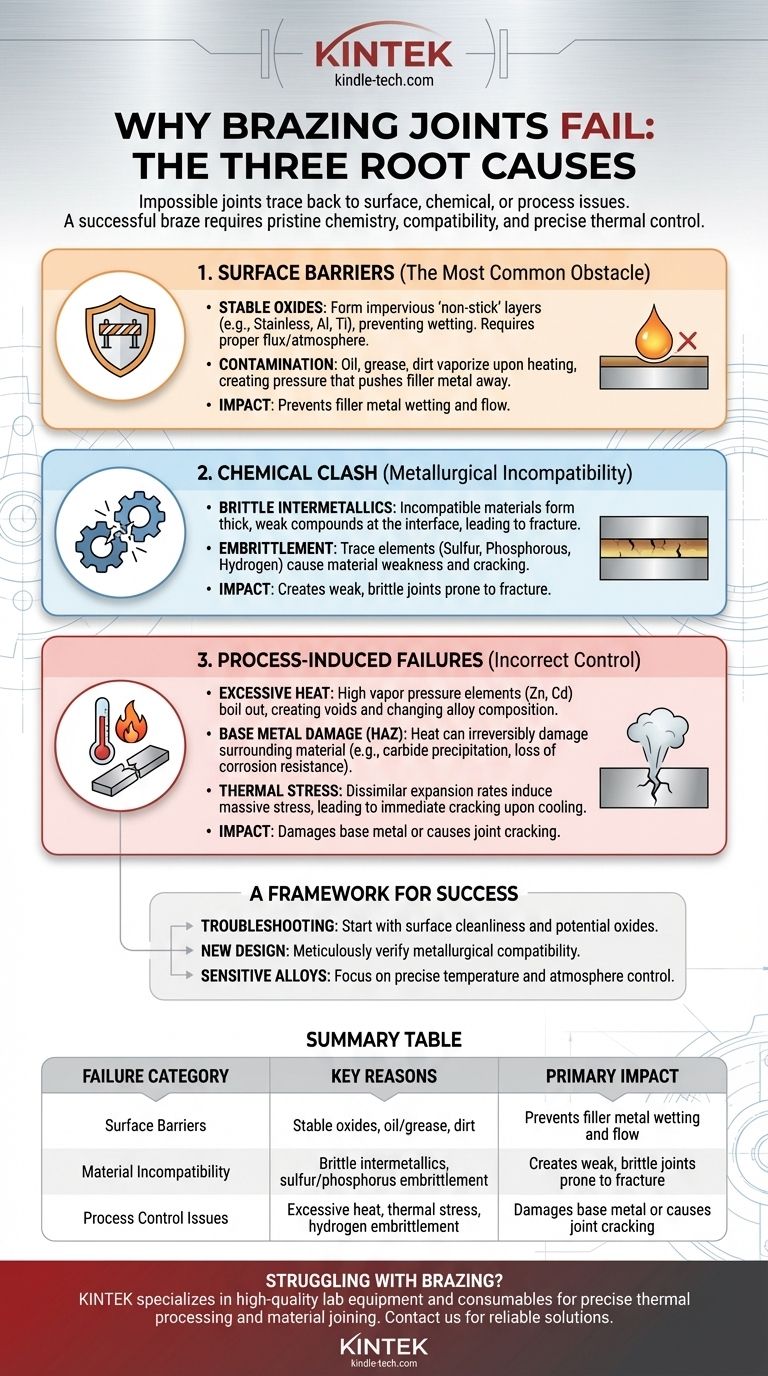
当钎焊接头无法形成时,根本原因几乎总是可以追溯到以下三个领域之一:表面污染、材料之间的化学不兼容性或不正确的工艺控制。如果熔融的填充金属无法通过毛细作用润湿并流入接头,或者如果它与母材发生反应形成脆性化合物,则无法建立可靠的连接。
成功的钎焊取决于三个理想条件的组合:纯净的表面化学性质、冶金兼容性和精确的热管理。这些领域中任何一个的失败都可能导致接头无法形成,不是因为单一的缺陷,而是因为粘附和合金化的基本原理被违反了。
主要障碍:表面屏障
钎焊失效最常见的原因是填充金属无法与母材紧密接触。这几乎总是一个表面问题。
稳定氧化物的挑战
许多金属,特别是铝、钛和不锈钢,会在其表面立即形成一层薄而高度稳定且不透气的氧化物层。这层氧化物像不粘涂层一样,阻止熔融的填充金属润湿表面并流入接头。加热过程中需要适当的焊剂或受控气氛来去除这些氧化物。
污染和不正确的清洁
除了天然氧化物之外,任何表面污染物,如油、油脂、污垢,甚至是钢笔标记,在加热过程中都会汽化。这种释气会产生压力,将填充金属从接头处推开,使得粘合在物理上变得不可能。
当母材和填充金属发生化学冲突时
即使表面完全干净,错误的材料组合也可能导致接头变脆、强度低或根本无法形成。这些是更深层次的冶金问题。
破坏性的合金化和金属间化合物
钎焊是通过填充金属与母材轻微合金化来实现的。然而,如果材料不兼容,它们可能会在界面处形成厚而脆的金属间化合物。这个脆性层在最小应力下很容易断裂,从而破坏接头的完整性。
痕量元素引起的脆化
某些元素,即使是痕量,也可能是灾难性的。当钎焊被含硫化合物污染的镍合金时,可能会发生硫脆化。同样,如果磷系填充金属使用不当,可能会使某些钢和镍合金发生磷脆化而变弱。
氢气问题
氢脆化对高强度钢来说是一个重大的风险。在钎焊温度下,氢气(来自大气或焊剂)可能会被金属吸收,导致其在冷却后变得极其脆并容易开裂。
理解权衡:工艺引起的失效
钎焊工艺本身——特别是热量的施加和控制方式——可能会产生使可靠接头无法形成的情况。
过热和高蒸汽压
一些填充金属含有沸点较低的元素,如锌和镉。如果接头过热,这些元素可能会从填充金属中蒸发出来。这不仅会在接头中产生空隙,还会从根本上改变剩余填充合金的化学成分和性能。这种效应是由材料的蒸汽压驱动的。
损坏母材(热影响区)
钎焊所需的热量可能会对接头周围的母材区域造成不可逆的损害,该区域被称为热影响区(HAZ)。例如,在某些不锈钢中,加热会导致碳化物析出,从而降低材料的耐腐蚀性并使其变脆。
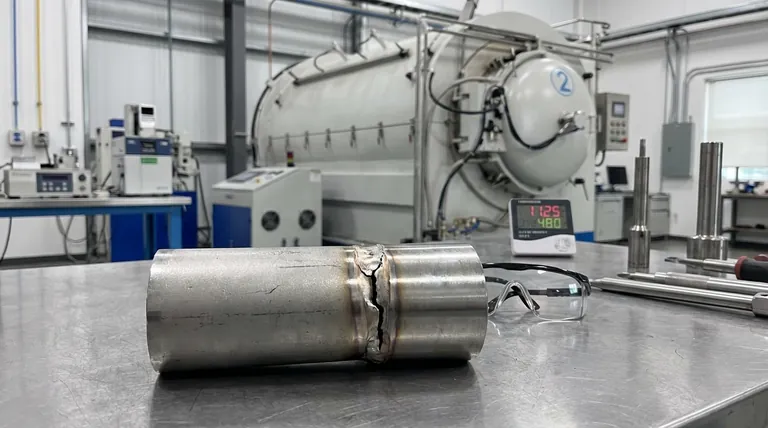
热应力和开裂
当连接异种金属时,它们不同的热膨胀率会在冷却过程中在接头中产生巨大应力。如果这种应力超过了材料在温度下的强度,可能会导致立即的应力开裂,在接头完成之前就将其拉开。
成功钎焊的框架
为了避免这些失效,您的方法必须是积极主动的,从一开始就专注于材料选择和工艺控制。
- 如果您正在排除故障: 首先调查表面清洁度和稳定氧化物的可能性,因为这些是最常见和最基本的障碍。
- 如果您正在设计新应用: 仔细验证母材与拟议填充金属之间的冶金兼容性,以防止形成脆性金属间化合物。
- 如果您正在处理敏感或高强度合金: 您的主要重点必须是精确的温度和气氛控制,以防止损坏母材并避免脆化。
通过理解这些核心原则,您可以将钎焊从一项具有挑战性的工艺转变为一种可预测且高度可靠的连接技术。
摘要表:
| 失效类别 | 主要原因 | 主要影响 |
|---|---|---|
| 表面屏障 | 稳定氧化物、油/油脂、污垢 | 阻止填充金属润湿和流动 |
| 材料不兼容 | 脆性金属间化合物、硫/磷脆化 | 形成易碎裂的薄弱接头 |
| 工艺控制问题 | 过热、热应力、氢脆化 | 损坏母材或导致接头开裂 |
正在为不可靠的钎焊接头而苦恼吗? KINTEK 专注于提供精确热处理和材料连接所需的高质量实验室设备和耗材。我们的专业知识确保您拥有实现清洁表面、受控气氛和完美温度的正确工具,以确保每次钎焊成功。立即联系我们 (#ContactForm) 讨论我们如何支持您实验室的具体需求并提高您的连接工艺可靠性。
图解指南