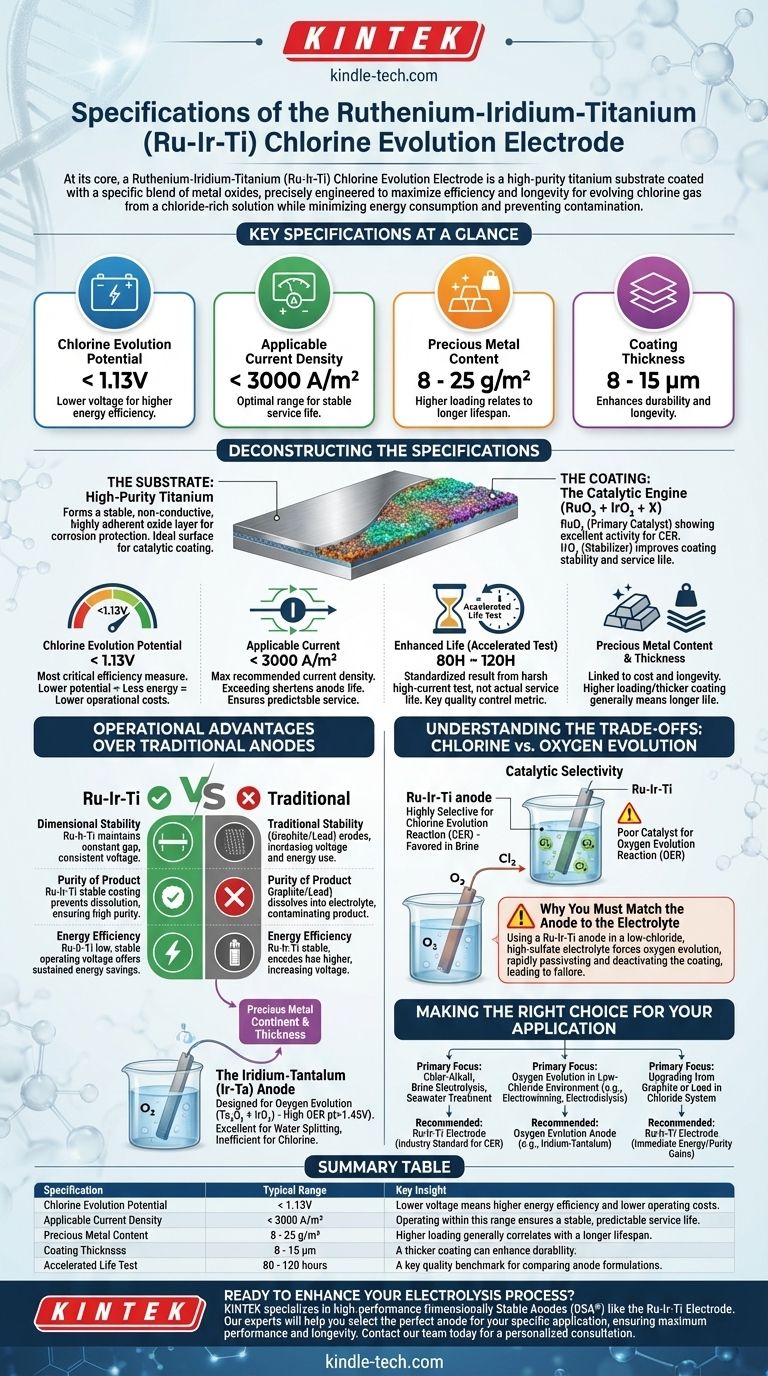
从本质上讲,钌铱钛 (Ru-Ir-Ti) 氯气析出电极是一种高纯度钛基材,涂覆有特定比例的金属氧化物混合物。其关键规格包括低于 1.13V 的氯气析出电位、低于 3000A/m² 的适用电流密度,以及 8 至 25 g/m² 的贵金属含量。涂层厚度通常在 8 至 15μm 之间,加速寿命等级为 80 至 120 小时。
该电极不仅仅是一个组件;它是一种高度专业化的催化剂。其规格经过精确设计,旨在最大限度地提高效率和使用寿命,以完成一项主要任务:从富含氯化物的溶液中析出氯气,同时最大限度地减少能耗并防止污染。
解析规格:每个数值的含义
理解此类混合金属氧化物 (MMO) 阳极的技术数据表需要了解每个规格对性能和耐用性的意义。
基材:高纯度钛
电极的基础是高纯度钛板、网、管或棒。选择钛是因为它会自然形成一层稳定、不导电且附着力强的氧化层(钝化层),从而保护主体金属免受腐蚀性电解液的侵蚀。
该钝化层是应用催化活性涂层的理想表面。
涂层:催化引擎 (RuO₂ + IrO₂ + X)
“魔力”发生在涂层中,它是氧化钌 (RuO₂) 和氧化铱 (IrO₂) 与其他专有稳定剂 (X) 的混合物。
RuO₂ 是主要催化剂,对氯气析出反应 (CER) 显示出极佳的活性。添加 IrO₂ 是为了提高涂层的稳定性和使用寿命,防止过早降解。
氯气析出电位:< 1.13V
这是衡量阳极效率的最关键指标。它代表驱动氯气析出反应所需的电位(电压)。
电位越低越好,因为它意味着产生给定量的氯气所需的能量更少。这直接转化为更低的运营电力成本。
适用电流:< 3000A/m²
该值定义了最大推荐工作电流密度。超过此限制会通过加速催化涂层的磨损而急剧缩短阳极寿命。
在此范围内运行可确保可预测且稳定的使用寿命。
增强寿命:80H ~ 120H
这不是电极的实际使用寿命,而是加速寿命测试的标准结果。在此测试中,阳极在苛刻的溶液中以非常高的电流密度运行,以在短时间内模拟多年的使用。
它作为比较不同阳极配方相对耐用性的关键质量控制指标和基准。
贵金属含量和厚度:825g/m² & 815μm
这两个值与阳极的成本和寿命直接相关。较高的贵金属负载量或较厚的涂层通常会带来更长的使用寿命,但也会带来更高的初始投资。
最佳负载量取决于特定应用所需的使用寿命和电流密度。
相对于传统阳极的操作优势
作为一种尺寸稳定阳极 (DSA®),Ru-Ir-Ti 阳极的开发旨在克服石墨和铅等旧技术的重大缺点。
尺寸稳定性
石墨阳极在电解过程中会物理侵蚀。这会改变阳极和阴极之间的距离,随着时间的推移增加电池电压和能耗。
Ru-Ir-Ti 阳极具有尺寸稳定性,可在整个使用寿命内保持恒定的电极间距,从而实现一致的低电压运行。
产品纯度
石墨和铅阳极会溶解到电解液中,从而污染最终产品(例如,氯碱工艺中的氢氧化钠)。
Ru-Ir-Ti 阳极的稳定氧化涂层可防止这种溶解,确保产品高纯度。
能源效率
与传统阳极较高且不断增加的工作电压相比,这些阳极的低且稳定的工作电压可带来显著且持续的节能。
理解权衡:氯气析出与氧气析出
最关键的错误是假设任何 MMO 阳极都适用于任何工艺。涂层的配方决定了其对特定化学反应的催化选择性。
涂层选择性的作用
Ru-Ir-Ti 阳极中的 RuO₂ 对氯气析出反应 (CER) 具有高度选择性。它降低了氯气产生的能垒,使其在盐水溶液中成为首选反应。
然而,它对竞争性的氧气析出反应 (OER) 来说是一个较差的催化剂。
比较:铱钽阳极
考虑一种专为氧气析出设计的铱钽 (Ir-Ta) 阳极。它具有不同的涂层 (Ta₂O₅ + IrO₂) 和高得多的氧气析出电位 (>1.45V)。
该阳极在铜箔生产或水分解等需要氧气析出的工艺中表现出色,但对于氯气生产来说效率低下。
为什么必须将阳极与电解液相匹配
在低氯、高硫酸盐电解液中使用 Ru-Ir-Ti 阳极是一种常见的失效模式。在没有足够的氯离子的情况下,阳极被迫析出氧气。
由于其涂层并非针对 OER 优化,它将迅速钝化和失活,导致电压飙升并永久失效。
为您的应用做出正确的选择
您选择阳极的依据必须是您的电解工艺的化学性质。
- 如果您的主要重点是氯碱、盐水电解或海水处理: Ru-Ir-Ti 电极是行业标准,因为它对氯气析出具有高选择性和高效率。
- 如果您的主要重点是在低氯环境(例如,硫酸盐溶液中的电积法、电渗析)中进行氧气析出: 您必须选择氧气析出阳极,例如铱钽 (Ir-Ta) 型号,因为 Ru-Ir-Ti 阳极会过早失效。
- 如果您的主要重点是在氯化物系统中从石墨或铅阳极升级: Ru-Ir-Ti 电极在能源效率、产品纯度和操作稳定性方面提供了显著且即时的收益。
归根结底,选择正确的阳极就是将催化剂与您打算驱动的特定化学反应相匹配。
摘要表:
| 规格 | 典型范围 | 关键见解 |
|---|---|---|
| 氯气析出电位 | < 1.13V | 电压越低,能源效率越高,运营成本越低。 |
| 适用电流密度 | < 3000 A/m² | 在此范围内运行可确保稳定、可预测的使用寿命。 |
| 贵金属含量 | 8 - 25 g/m² | 负载量越高通常与更长的使用寿命相关。 |
| 涂层厚度 | 8 - 15 μm | 较厚的涂层可以提高耐用性。 |
| 加速寿命测试 | 80 - 120 小时 | 比较阳极配方的关键质量基准。 |
准备好使用正确的电极来增强您的电解过程了吗?
KINTEK 专注于高性能实验室设备和耗材,包括全系列的尺寸稳定阳极 (DSA®),例如 Ru-Ir-Ti 氯气析出电极。我们帮助实验室和工业设施实现卓越的效率、产品纯度和操作稳定性。
我们的专家将帮助您为您的特定应用选择最完美的阳极,确保最大的性能和使用寿命。
立即联系我们的团队 获得个性化咨询,了解 KINTEK 如何为您的创新提供动力。
图解指南
相关产品
- RRDE 旋转圆盘(圆环圆盘)电极 / 兼容 PINE、日本 ALS、瑞士 Metrohm 玻碳铂
- 铱的二氧化物IrO2用于水电解
- 旋转铂圆盘电极,用于电化学应用
- 用于电化学实验的玻璃碳片 RVC
- 金圆盘电极