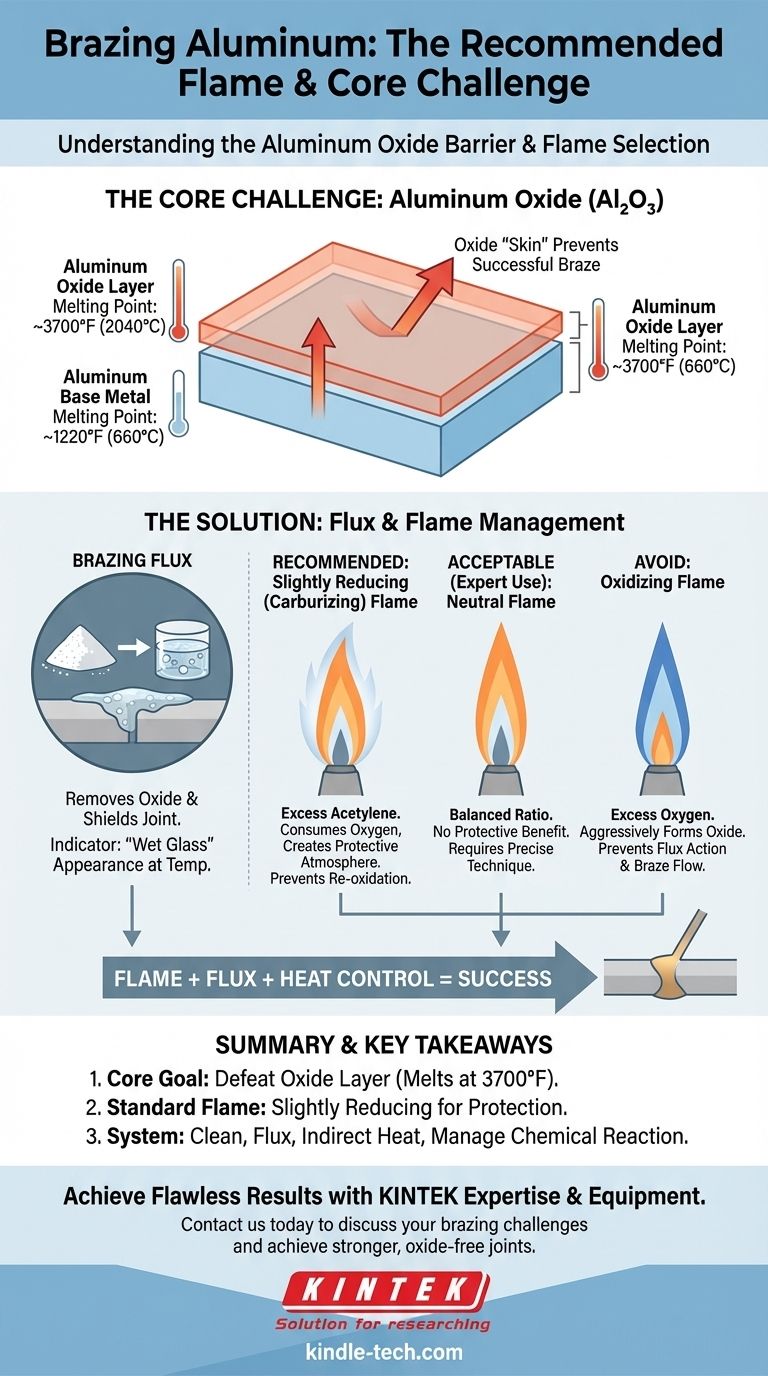
对于钎焊铝,标准建议是使用氧乙炔焊枪产生的微还原性(碳化)火焰。这类火焰略微过量的燃料,有助于在加热过程中保护铝免受过度氧化。虽然有时可以使用中性火焰,但还原性火焰为防止形成顽固的氧化铝层(阻碍成功钎焊)提供了额外的安全裕度。
钎焊铝的关键不仅在于选择火焰,还在于理解您的主要挑战是击败氧化铝层。您对火焰、焊剂和热量的选择都是为管理这个无形屏障而设计的工具。
核心挑战:理解氧化铝
由于一个您看不见的化学现实,钎焊铝与钎焊钢或铜有着根本的不同。成功完全取决于您如何管理这种现实。
氧化铝问题
所有铝的表面都覆盖着一层薄薄的、透明的、极其坚韧的氧化铝(Al₂O₃)层。该层在约 3700°F (2040°C) 熔化,而下方的铝熔点要低得多,约为 1220°F (660°C)。
如果您试图在不处理氧化层的情况下将铝加热到钎焊温度,您会在氧化“外壳”破裂之前,就将母材熔成一滩熔融物。
焊剂的作用
钎焊焊剂是解决氧化问题的化学方案。加热时,焊剂会变得活化,执行两个关键任务:它会去除现有的氧化层并保护接头免受空气中氧气的侵害,防止新氧化物的形成。
焊剂的外观是您最重要的温度指示器。当工件达到正确的钎焊温度时,焊剂会变清澈并液化,看起来像“湿玻璃”。

选择正确的铝钎焊火焰
您的火焰是您用来施加热量的工具,其化学特性直接影响您试图击败的氧化铝。
为什么微还原性(碳化)火焰是标准选择
还原性火焰是通过略微过量的乙炔燃料产生的。您可以通过其主内锥和尖端处第二层淡淡的蓝白色“羽毛”来识别它。
该火焰中多余的未燃烧燃料会消耗接头附近区域的氧气。这会产生一个保护性气氛,有助于防止氧化铝快速重新形成,从而使焊剂的工作更轻松。
什么是中性火焰?
中性火焰的氧气和乙炔比例是完全平衡的。它有一个清晰、轮廓分明的内锥,没有第二层羽毛。
虽然熟练的操作员可以将其用于铝钎焊,但它对防止氧化没有任何保护作用。如果您的技术不完美,它不如还原性火焰宽容。
为什么应避免氧化性火焰
氧化性火焰,即氧气过量的火焰,在钎焊铝时具有积极的破坏性。这种火焰的特点是内锥短而尖,并伴有明显的嘶嘶声。
过量的氧气会在工件上积极且快速地形成更多的氧化铝,与您的焊剂背道而驰,使成功的钎焊几乎不可能实现。
理解权衡和陷阱
火焰只是一个三部分系统的一部分:清洁、焊剂、热量。任何一个环节的错误都会导致失败。
过热和熔化母材
铝在熔化前几乎不发出警告。与钢不同,它不会发出红光。焊料的熔点通常非常接近铝本身的熔点,留给成功的窗口非常狭窄。
错误的热量施加
重点是对工件进行均匀、广泛的加热。不要将火焰直接对准钎焊焊丝。让母材的热量熔化焊料,然后焊料会通过毛细作用被吸入接头。
清洁或焊剂涂抹不当
火焰无法克服脏污或焊剂涂抹不当的接头。在涂抹焊剂之前,必须用不锈钢刷对母材进行机械清洁。焊剂必须完全覆盖接头的所有表面。
如何将此应用于您的项目
您应根据所需的精度和您的经验水平来指导您的方法。
- 如果您的主要重点是小零件的精度: 使用微还原性火焰和较小的焊枪头。密切注意焊剂;一旦它变清澈并液化,就将焊丝引入接头。
- 如果您的主要重点是学习过程: 在相同铝合金的废料上进行练习。故意制造还原性、中性和氧化性火焰,以观察它们的效果。您的目标是学会识别活化焊剂的“湿玻璃”外观。
- 如果您的主要重点是实现牢固、无氧化物的接头: 请记住,火焰只是系统的一部分。细致的清洁、完全的焊剂覆盖和间接加热与选择还原性火焰一样关键。
掌握这个过程来自于理解您不仅仅是在熔化金属,而是在管理接头表面的化学反应。
总结表:
| 火焰类型 | 乙炔/氧气比例 | 关键特征 | 对铝钎焊的影响 |
|---|---|---|---|
| 微还原性(推荐) | 乙炔略微过量 | 尖端有蓝白色“羽毛” | 防止氧化,对焊剂更安全 |
| 中性 | 平衡比例 | 清晰、轮廓分明的内锥 | 专家可用,容错率较低 |
| 氧化性(避免) | 氧气过量 | 内锥短而尖,有嘶嘶声 | 快速形成氧化物,阻碍成功钎焊 |
使用正确的设备和专业知识,实现完美的铝钎焊效果。 钎焊铝需要精确的控温来管理顽固的氧化层。KINTEK 专注于实验室设备和耗材,以可靠的加热工具和专业支持服务于实验室需求。让我们团队帮助您选择完美的焊枪,并就您的具体应用提供指导。立即联系我们,讨论您的钎焊挑战以及我们如何帮助您实现更牢固、无氧化物的接头。
图解指南