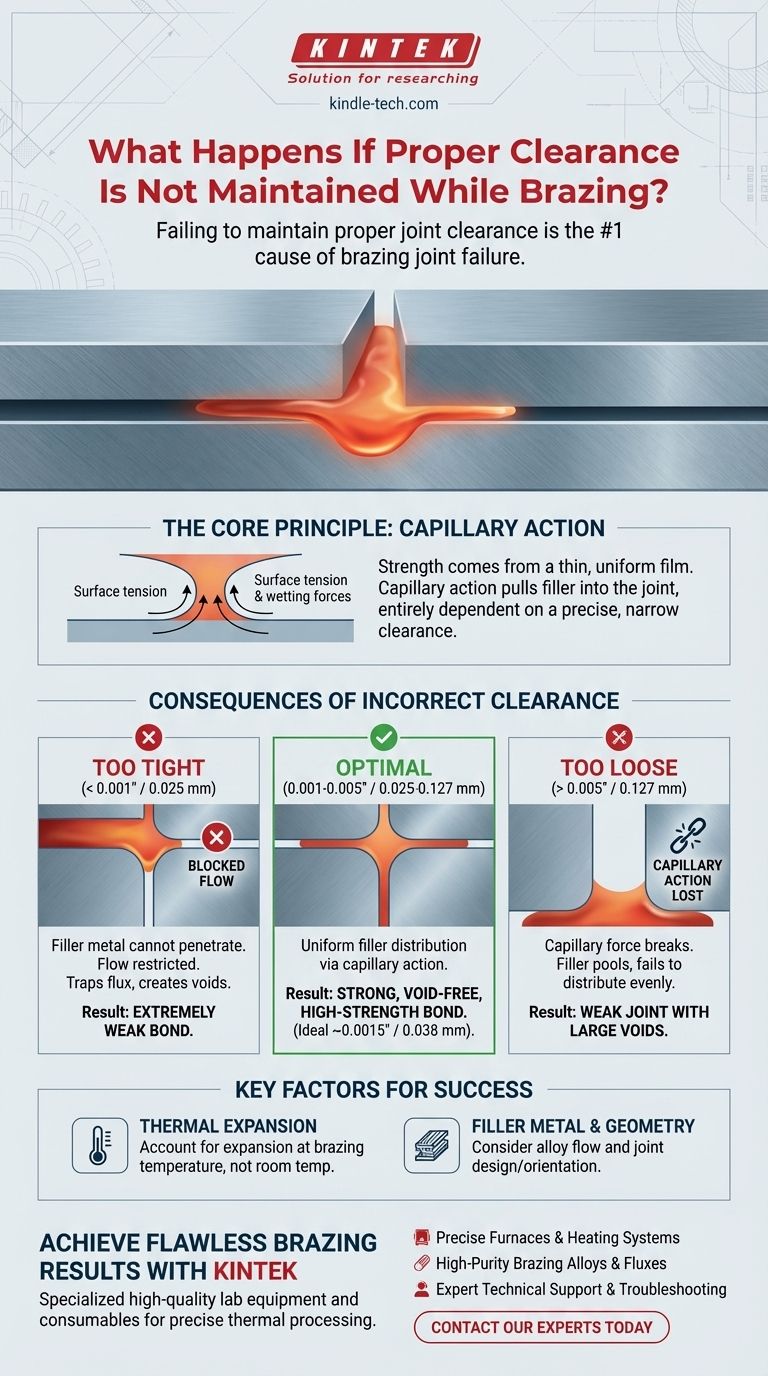
钎焊过程中未能保持适当的接头间隙是接头失效最常见的原因。如果间隙过窄,填充金属无法流入接头;如果间隙过宽,分配填充金属所需的毛细作用就会消失,导致连接不完整且强度极低。
钎焊的核心原理是,接头的强度来自于填充金属在两个母材表面之间形成一层薄而均匀的薄膜。这只有通过毛细作用才能实现,而毛细作用完全取决于保持零件之间精确、狭窄的间隙。
毛细作用的关键作用
要理解为什么间隙至关重要,您必须首先了解使钎焊发挥作用的力。
什么是毛细作用?
毛细作用是一种液体被吸入非常狭窄空间(甚至逆重力)的现象。熔融的钎焊填充金属就表现出这种液体的特性。
这种力是由填充金属的表面张力及其对母材表面的吸引力(一种称为“润湿”的特性)共同产生的。
间隙如何控制这种力
毛细作用仅在非常特定的间隙范围内有效。间隙必须足够宽以允许熔融合金流动,但又必须足够窄以使毛细力足够强,能够将其拉过整个接头区域。
适当的间隙确保填充金属完全均匀地分布,从而在冷却后形成无空隙、高强度的冶金结合。

间隙不正确的后果
偏离最佳间隙范围会立即产生可预测的负面结果。
当间隙过窄时
如果间隙过窄(例如,小于0.001英寸或0.025毫米),熔融的填充金属根本无法渗入接头。
流动将受到限制,通常会在外边缘停止。这还可能导致助焊剂滞留在接头内部,形成空隙和潜在的腐蚀点,从而导致连接极弱或根本不存在。
当间隙过宽时
如果间隙过宽(例如,大于0.005英寸或0.127毫米),毛细作用力就会被破坏。
填充金属将无法均匀分布,并倾向于随重力流动或形成大块堆积。由此产生的接头将有大的空隙,并且将依赖于填充金属本身的剪切强度,这比正确钎焊的接头要弱得多。
确定最佳间隙
虽然有一般规则,但有几个因素会影响特定应用的理想间隙。
经验法则
对于大多数常见的钎焊合金,在钎焊温度下,理想的接头间隙在0.001到0.005英寸(0.025到0.127毫米)之间。
许多经验丰富的技术人员发现,0.0015英寸(0.038毫米)的间隙可为各种应用提供最大的接头强度。
改变理想间隙的因素
一般规则是一个起点。您还必须考虑材料和接头设计的具体情况。
不同的填充金属具有不同的流动特性。流动性更强的合金可能需要更小的间隙,而流动性较差的合金可能需要稍宽的间隙。
至关重要的是,您必须考虑热膨胀。间隙必须在钎焊温度下正确,而不是在室温下。当连接异种金属时,它们不同的膨胀率在加热过程中可能会使间隙闭合或过宽。
要避免的常见陷阱
理解理论是第一步。避免这些常见错误是下一步。
将填充金属误认为强度
一个常见的错误是认为较厚的填充金属层会产生更强的接头。事实恰恰相反。钎焊接头的强度来自于填充金属与母材之间的薄膜相互作用。宽间隙中任何多余的填充金属都会主动削弱连接。
忘记热膨胀
如果完美的室温间隙在800°C时消失或变得过大,那么设计一个完美的室温间隙是毫无意义的。始终计算热膨胀的影响,尤其是在连接钢与铜或钢与硬质合金等材料时。
忽略零件几何形状
接头的方向和长度很重要。对于非常长的搭接,可能需要稍大的间隙,以确保合金在凝固前能够完全渗透。
为您的目标做出正确的选择
实现正确的间隙是仔细设计和准备的结果。
- 如果您的主要重点是批量生产:设计零件以实现自夹紧,并内置间隙(例如,台肩或台阶),并使用预成型填充金属环以保持一致性。
- 如果您的主要重点是连接异种金属:您必须计算差分热膨胀,以确定能产生理想热间隙的正确冷间隙。
- 如果您的主要重点是单次维修或原型制作:在加热前使用塞尺验证间隙。目标是两部分之间实现紧密的“滑动配合”。
最终,掌握接头间隙是创建坚固、可靠和可重复的钎焊接头最重要的单一因素。
摘要表:
| 间隙问题 | 后果 | 最终接头质量 |
|---|---|---|
| 过窄 (< 0.001 英寸 / 0.025 毫米) | 填充金属无法流动;助焊剂滞留 | 连接弱或不存在;有空隙 |
| 过宽 (> 0.005 英寸 / 0.127 毫米) | 毛细作用消失;填充金属堆积 | 有大空隙的弱接头 |
| 最佳 (0.001-0.005 英寸 / 0.025-0.127 毫米) | 通过毛细作用均匀分布填充金属 | 坚固、无空隙、高强度连接 |
使用 KINTEK 实现完美的钎焊效果
是否正在为不一致的钎焊接头或意外故障而苦恼?根本原因往往是不正确的接头间隙。在 KINTEK,我们专注于提供您进行精确热处理所需的高质量实验室设备和耗材。
我们深知您实验室的成功取决于可靠、可重复的结果。无论您是进行大批量生产、连接异种金属,还是复杂的研发项目,拥有正确的工具和知识都至关重要。
让我们帮助您:
- 选择合适的炉子和加热系统以实现精确的温度控制。
- 采购高纯度钎焊合金和助焊剂,针对您的特定材料进行优化。
- 获取专家技术支持,以解决接头设计和工艺参数问题。
不要让接头间隙问题影响您的工作。立即联系我们的专家进行咨询,确保您的钎焊工艺建立在坚固可靠的基础之上。
图解指南