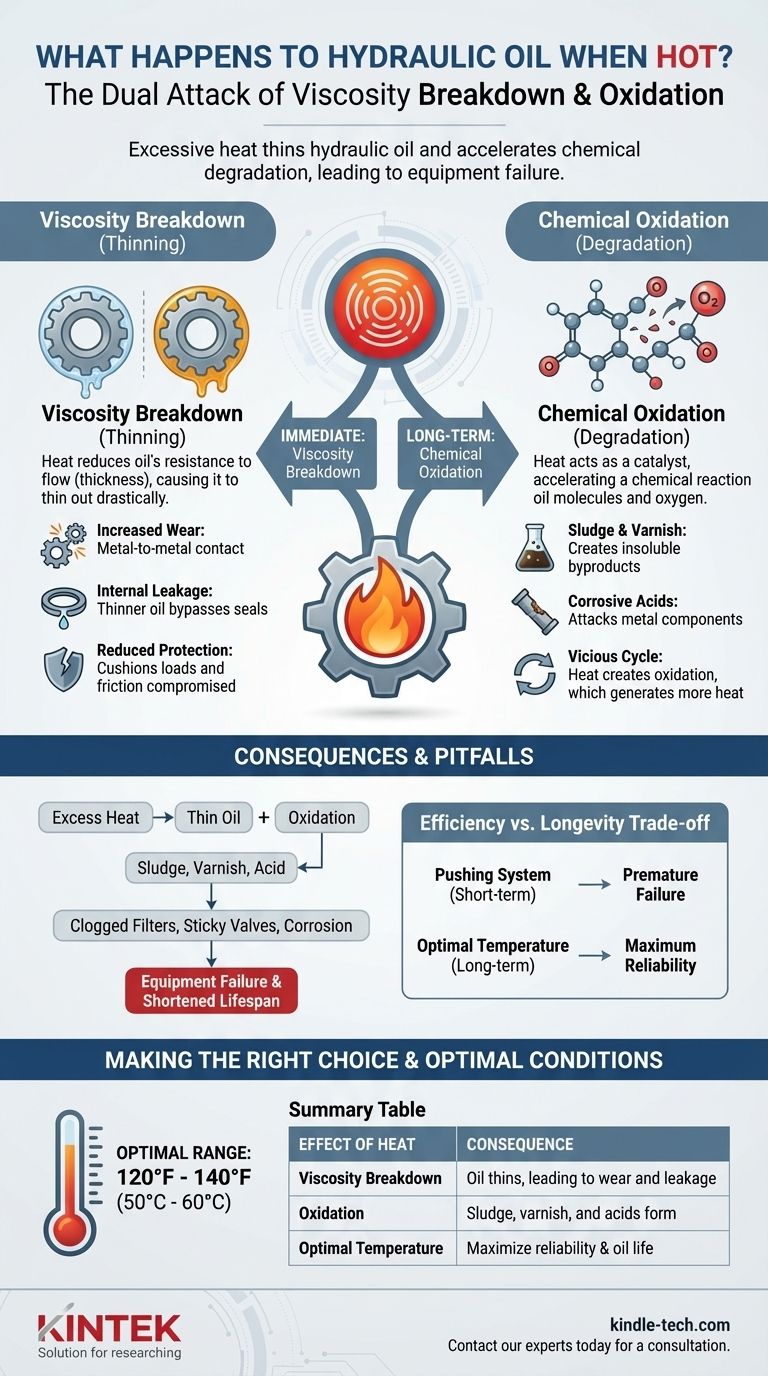
当液压油过热时,它会变得危险地稀薄并开始发生化学分解。这种双重攻击会大大降低其润滑和保护系统组件的能力,直接导致摩擦增加、磨损加速以及设备过早失效的风险更高。
热液压油的核心问题不仅仅是立即变稀。这是氧化这一失控的化学反应的开始,它会永久性地降解油液,产生有害的油泥和清漆,并且每当温度超过最佳温度 18°F (10°C) 时,油液寿命就会减半。
即时的物理影响:粘度下降
什么是粘度?
将粘度视为油的“厚度”或其流动阻力。像蜂蜜这样的高粘度流体流动缓慢,而像水这样的低粘度流体流动容易。
在液压系统中,粘度是最关键的特性。正是粘度使油液能够在运动的金属部件之间形成保护膜,防止直接接触和磨损。
热量如何降低粘度
随着油液温度升高,其分子移动得更快、间距更大,从而减少了赋予其厚度的内部摩擦。这会导致油液变稀,从而急剧降低其粘度。
稀薄油液的后果
当油液变得太稀时,它形成的润滑膜在压力下可能会破裂。这会导致几个直接问题:
- 磨损增加: 发生金属对金属接触,加速泵、马达和阀门的磨损。
- 内部泄漏: 较稀的油液更容易通过组件内部的密封件,从而降低系统效率、速度和功率。
- 保护减弱: 油液缓冲负载和防止摩擦的能力受到严重损害。

长期的化学侵蚀:氧化
了解氧化
氧化是油的基础分子与氧气之间发生的化学反应。热量充当强大的催化剂,极大地加速了这一破坏性过程。水和金属颗粒等污染物也会加速这一过程。
热量的恶性循环
氧化的危险在于一个反馈回路。热量加速氧化,而氧化是一个放热过程——这意味着它会产生自身的热量。
这会产生一个恶性循环:热量产生更多氧化,而氧化又产生更多热量,导致油液以指数级的速度降解。
降解的副产品:油泥和清漆
随着氧化分解油液,会形成不溶性副产品。这些表现为油泥(一种柔软的、焦油状的物质)和清漆(一种坚硬的、粘性的漆状物)。
清漆和油泥如何损害系统
这些污染物对液压系统具有破坏性。它们会堵塞过滤器、粘附在阀芯上、阻塞小孔并涂覆内部表面。
清漆层还充当绝缘体,阻止组件有效散热,使过热问题变得更糟。
酸形成的影响
氧化还会产生腐蚀性酸。这些酸从内部侵蚀金属部件,导致腐蚀并使油液被金属颗粒进一步污染。它们还会降解密封件和软管,导致它们变硬和开裂。
了解取舍和陷阱
效率与寿命
在最佳温度范围之外运行液压系统是短期运行与长期健康之间的直接权衡。强行推动系统可能会完成工作,但代价将是组件过早失效和油液寿命急剧缩短。
清漆的隐藏成本
清漆是“不明原因”的液压故障的主要原因。某天卡住但第二天又能工作的阀门通常是清漆积聚的症状。忽视它会导致性能不可预测,并最终导致灾难性故障。
忽视温度就是忽视健康
温度是液压系统的最重要生命体征。异常高的温度从不是根本问题;它始终是潜在问题的症状,例如组件效率低下或热交换器尺寸不足。
为您的目标做出正确的选择
为防止故障,监测和控制系统的运行温度至关重要。目标是将油液保持在其理想的粘度范围内,通常在 120°F 至 140°F (50°C 至 60°C) 之间。
- 如果您的主要重点是最大的可靠性和寿命: 通过尺寸合适的冷却器和例行的系统维护,优先将油液温度保持在其最佳范围内。
- 如果您正在排查性能不佳或动力损失: 立即调查系统温度,因为过热导致的低粘度是内部泄漏和效率降低的主要原因。
- 如果您在进行维护时发现油液颜色深、有油泥: 将此视为慢性过热问题的明确症状,必须诊断和修复,而不仅仅是更换油液。
管理热量是确保任何液压系统的长期健康、效率和可靠性的最有效策略。
摘要表:
| 热量的影响 | 后果 |
|---|---|
| 粘度下降 | 油液变稀,导致金属对金属磨损和内部泄漏。 |
| 氧化 | 化学降解产生油泥、清漆和腐蚀性酸。 |
| 最佳温度 | 120°F - 140°F (50°C - 60°C),以实现最大的可靠性和油液寿命。 |
保护您的液压系统免受热量的破坏性影响。 KINTEK 专注于实验室设备和耗材,为监测和维持最佳操作条件提供可靠的解决方案。确保您系统的长久使用寿命和效率——请立即联系我们的专家,获得为您实验室量身定制的咨询服务。
图解指南