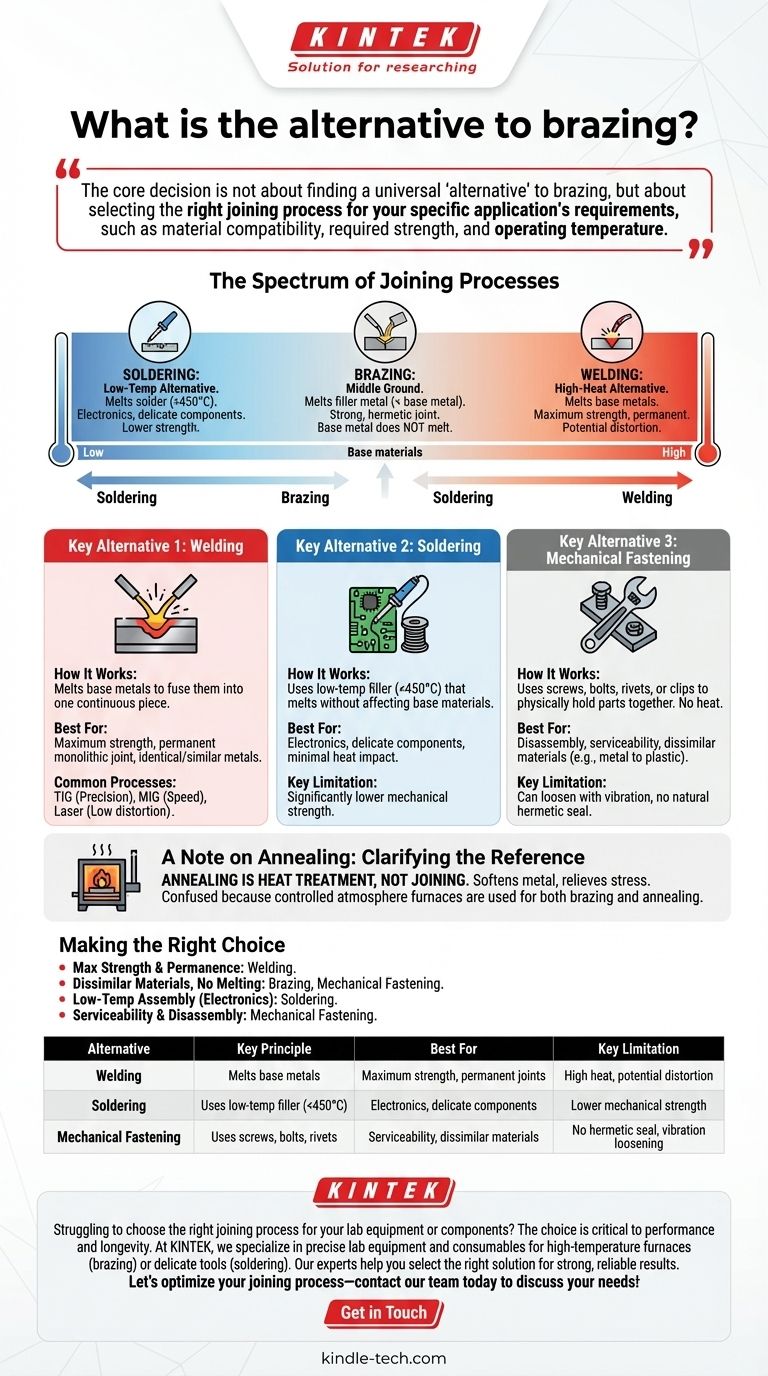
钎焊的主要替代方案是焊接、软钎焊和机械紧固。虽然像退火这样的工艺可能使用类似的炉子设备,但它是一种用于软化金属的热处理方法,而不是一种用于连接组件的工艺。每种真正的替代方案在强度、成本和适用性方面都提供了一系列独特的权衡。
核心决策不是寻找钎焊的通用“替代方案”,而是根据您的特定应用要求(例如材料兼容性、所需强度和操作温度)选择合适的连接工艺。
连接工艺的范围
在比较替代方案之前,了解钎焊的定位至关重要。连接工艺存在于一个主要由热量及其对基础材料的影响定义的范围内。
钎焊作为中间地带
钎焊涉及熔化填充金属,通过毛细作用流入两个基础组件之间。填充金属的熔点低于基础金属的熔点,因此组件本身永远不会熔化。这会产生一个坚固、通常是密封的接头。
关键区别因素
将钎焊与其替代方案区分开来的主要因素是温度以及基础金属是否熔化。这种根本区别决定了最终组件的强度、变形和材料兼容性。

关键替代方案1:焊接
焊接代表了热连接光谱中高温、高强度的一端。
焊接的工作原理
与钎焊不同,焊接通过熔化基础金属本身,通常与填充材料一起,将它们熔合为一块连续的整体。可以将其想象成熔化两块冰块的边缘,使它们重新冻结成一块。
何时选择焊接
当最大强度和永久、整体式接头是绝对优先事项时,焊接是理想的选择。它在连接相同或非常相似的金属时最有效。
常见的焊接工艺
主要工艺包括用于精度的TIG(钨极惰性气体保护焊)、用于速度和自动化的MIG(金属惰性气体保护焊)以及用于高速、低变形应用的激光焊接。
关键替代方案2:软钎焊
软钎焊是钎焊的低温对应物。
软钎焊的工作原理
与钎焊一样,软钎焊使用熔点低于基础材料的填充金属(焊料)。关键区别在于软钎焊在低得多的温度下进行(通常低于450°C / 840°F)。
何时选择软钎焊
软钎焊是电子产品和无法承受高温的精密组件的标准。其低热输入可防止损坏敏感部件。
强度限制
软钎焊中使用的低熔点填充金属导致接头的机械强度远低于钎焊或焊接接头。
关键替代方案3:机械紧固
此类别完全放弃了热处理工艺,转而采用机械力。
机械连接的原理
这涉及使用螺钉、螺栓、铆钉或夹子等组件将部件物理地固定在一起。不涉及加热,这消除了任何热变形或材料性能变化的风险。
何时选择紧固件
当需要拆卸或可维修性时,机械紧固是唯一的选择。它还擅长连接无法通过热处理连接的高度不同材料(例如,金属与塑料)。
振动和密封挑战
紧固接头在振动下可能会松动,并且不能提供自然的密封,通常需要单独的垫圈或密封剂来容纳流体。
关于退火的说明:澄清参考
区分连接和热处理工艺至关重要,因为它们具有完全不同的功能。
退火是热处理,不是连接
退火是一种热处理工艺,用于软化金属,使其更具延展性且更易于成形。它能消除内应力,但不能连接独立的组件。
为什么它们经常被混淆
混淆的原因是可控气氛炉用于高质量钎焊和退火。相同的设备可以执行这两种任务,但它们是具有不同目标的根本不同的操作。
为您的应用做出正确的选择
选择正确的工艺需要清楚地了解您的项目不可协商的要求。
- 如果您的主要关注点是最大接头强度和永久性:焊接通常是更好的选择,因为它将基础材料熔合为一体。
- 如果您的主要关注点是在不熔化的情况下连接不同材料:钎焊仍然是主要竞争者,机械紧固作为非热选择。
- 如果您的主要关注点是低温组装,特别是对于电子产品:软钎焊是行业标准,因为它对热影响最小。
- 如果您的主要关注点是可维修性和可拆卸性:机械紧固是唯一可行的选择。
通过了解每种连接方法的基本原理,您可以选择确保设计完整性和性能的工艺。
总结表:
| 替代方案 | 关键原理 | 最适合 | 主要限制 |
|---|---|---|---|
| 焊接 | 熔化基础金属以将其熔合 | 最大强度,永久性接头 | 高温,潜在变形 |
| 软钎焊 | 使用低温填充金属(<450°C) | 电子产品,精密组件 | 较低的机械强度 |
| 机械紧固 | 使用螺钉、螺栓、铆钉 | 可维修性,不同材料 | 无密封性,可能因振动而松动 |
在为您的实验室设备或组件选择合适的连接工艺时遇到困难?在钎焊、焊接、软钎焊和机械紧固之间做出选择对于您的组件的性能和寿命至关重要。在 KINTEK,我们专注于为您的特定应用提供所需的精密实验室设备和耗材,无论您是使用用于钎焊的高温炉还是用于软钎焊的精密工具。我们的专家可以帮助您选择正确的解决方案,以确保获得坚固、可靠和高效的结果。让我们优化您的连接工艺——立即联系我们的团队讨论您的需求! 联系我们
图解指南