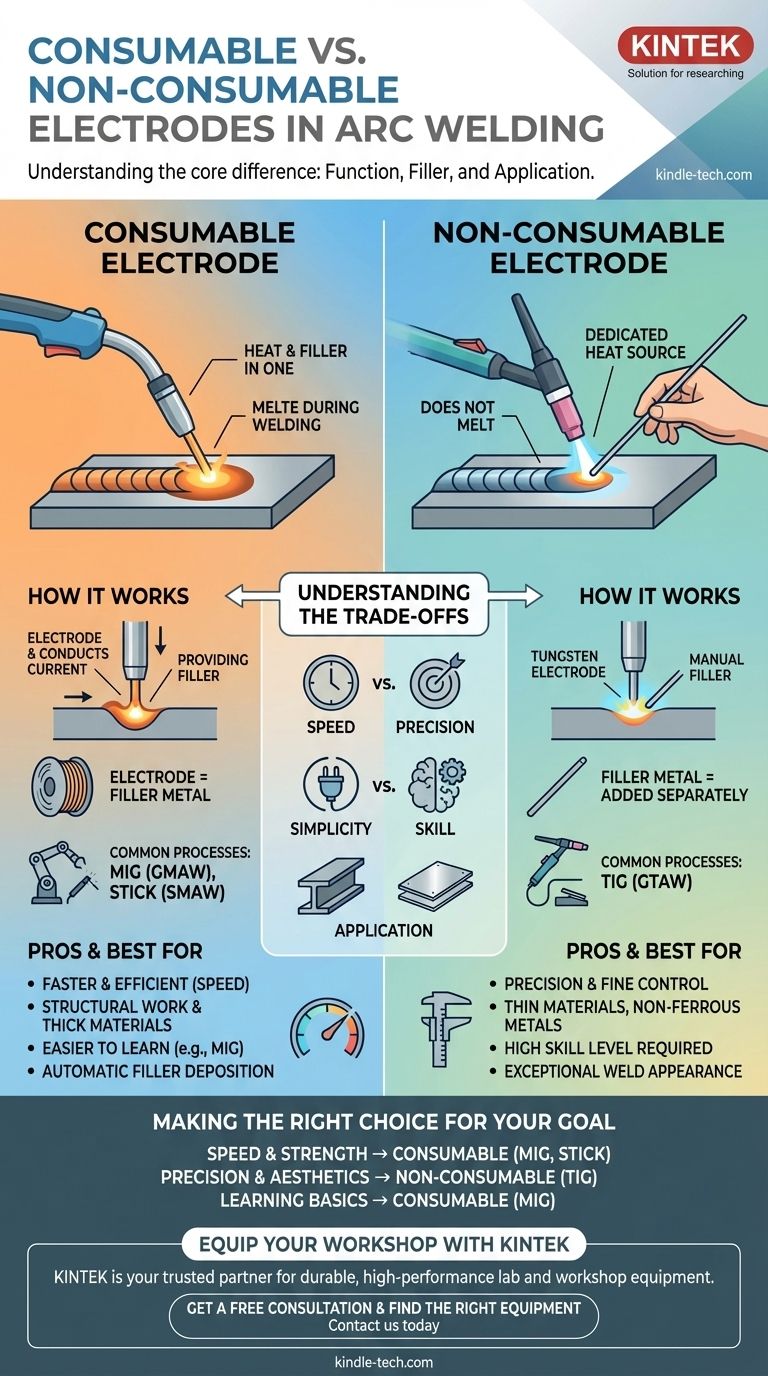
在电弧焊中,消耗性电极和非消耗性电极之间的核心区别在于它们在过程中的功能。消耗性电极在焊接过程中熔化,成为连接工件的填充金属。相比之下,非消耗性电极不会熔化;它的唯一目的是产生和维持产生热量的电弧,需要单独添加填充金属。
在消耗性和非消耗性电极之间进行选择,代表了焊接中的基本权衡。您需要在消耗性工艺的组合简便性和速度与非消耗性工艺提供的单独、精细的控制之间做出选择。
消耗性电极:热量和焊料合二为一
消耗性电极被设计成一种多功能工具。它传导电流以产生电弧,同时熔化到焊池中以提供填充材料。
工作原理
当电弧在电极尖端和工件之间形成时,强烈的热量会熔化母材和电极本身。熔化的电极材料随后穿过电弧转移,成为最终焊道不可或缺的一部分。
填充金属的作用
在这些工艺中,电极就是填充金属。这简化了操作,因为焊工不需要手动送入单独的焊条。填充金属的沉积速度与焊接参数(如送丝速度和电流)直接相关。
常见的消耗性工艺
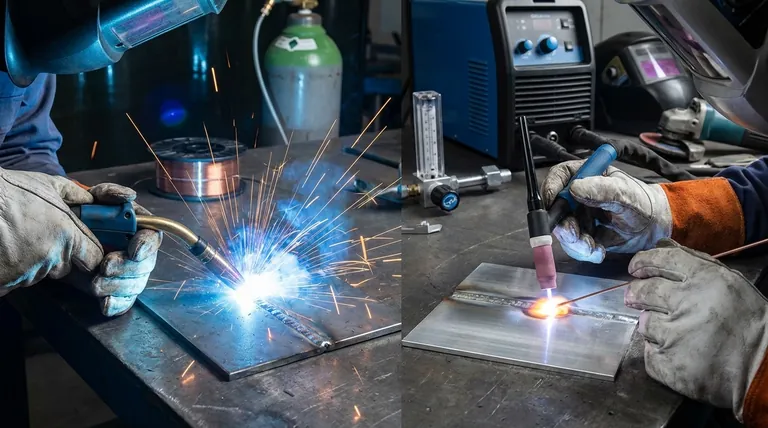
两个最常见的例子是药皮焊条电弧焊(SMAW,或“焊条焊”)和气体保护金属电弧焊(GMAW,或“MIG焊”)。在焊条焊中,电极是一根涂有焊剂的焊条,而在MIG焊中,它是一根从焊轴送出的连续焊丝。
非消耗性电极:专用的热源
非消耗性电极由具有极高熔点的材料(如钨)制成。它的唯一工作是充当稳定电弧的端子。
工作原理
这类电极不会熔化或成为焊缝的一部分。它只是传导电流以产生集中、稳定的电弧,从而熔化母材以形成焊池。
单独的焊条
由于电极不提供填充物,焊工需要在需要时手动添加。这通常是通过用另一只手将单独的焊条点入熔融的焊池中来完成的。热量和填充物沉积的分离是该工艺的关键特征。
主要的非消耗性工艺
气体保护钨极电弧焊(GTAW,或“TIG焊”)是明确的非消耗性工艺。它以能为焊工提供对热输入和添加的填充金属量的卓越控制而闻名,从而产生高度精确和干净的焊缝。
理解权衡
选择一种工艺意味着理解其电极类型的固有优势和劣势。
速度与精度
像MIG焊这样的消耗性电极工艺要快得多,因为填充金属是自动且连续沉积的。非消耗性的TIG焊是一种更慢、更审慎的工艺,它优先考虑精度和精细控制而不是速度。
简易性与技能
对于初学者来说,MIG焊通常被认为更容易学习,因为它具有“点射”特性。TIG焊需要协调双手来操作焊枪和焊条,需要更高水平的灵巧性和技能才能掌握。
应用和材料
消耗性工艺是制造和装配的主力,非常适合快速有效地焊接较厚的钢材。非消耗性的TIG焊在薄材料、有色金属(如铝和不锈钢)以及任何最终焊缝外观至关重要的应用中表现出色。
根据您的目标做出正确的选择
您的项目目标将决定哪种电极类型和相应的工艺是该工作的正确工具。
- 如果您的主要重点是制造速度和结构强度: 像MIG焊或焊条焊这样的消耗性工艺提供了沉积率和效率的最佳组合。
- 如果您的主要重点是高精度和美观质量,尤其是在薄材料或有色金属上: 像TIG焊这样的非消耗性工艺是控制和表面处理的更优选择。
- 如果您的主要重点是学习基础知识,且初始学习曲线较低: 消耗性送丝焊接(MIG焊)通常是新焊工最容易入门的选择。
最终,理解这一基本区别是选择正确的工具并掌握任何焊接挑战所需正确技术的第一步。
摘要表:
| 特征 | 消耗性电极 | 非消耗性电极 |
|---|---|---|
| 功能 | 提供热量和填充金属 | 仅提供热量 |
| 焊接过程中熔化? | 是 | 否(由钨等高熔点材料制成) |
| 填充金属 | 电极本身即是填充物 | 由焊工单独添加 |
| 常见工艺 | MIG (GMAW), Stick (SMAW) | TIG (GTAW) |
| 最适合 | 速度、较厚的材料、结构工作 | 精度、薄材料、有色金属、干净的表面处理 |
| 技能水平 | 更容易学习(例如MIG焊) | 需要高技能和灵巧性 |
准备好为您的车间配备正确的焊接工具了吗?
了解电极只是第一步。拥有正确、可靠的设备才能将知识转化为完美的焊缝。无论您是建立一个新的制造车间、研究实验室还是教育机构,设备的质量都会直接影响您的结果。
KINTEK 是您所有实验室和车间设备需求的可信赖合作伙伴。我们专注于提供专业人士信赖的耐用、高性能工具。让我们帮助您根据您的具体应用、材料和技能水平选择理想的设备。
立即使用下面的表格联系我们,讨论您的要求。我们的专家随时准备提供个性化建议,以确保您的项目取得成功。
图解指南