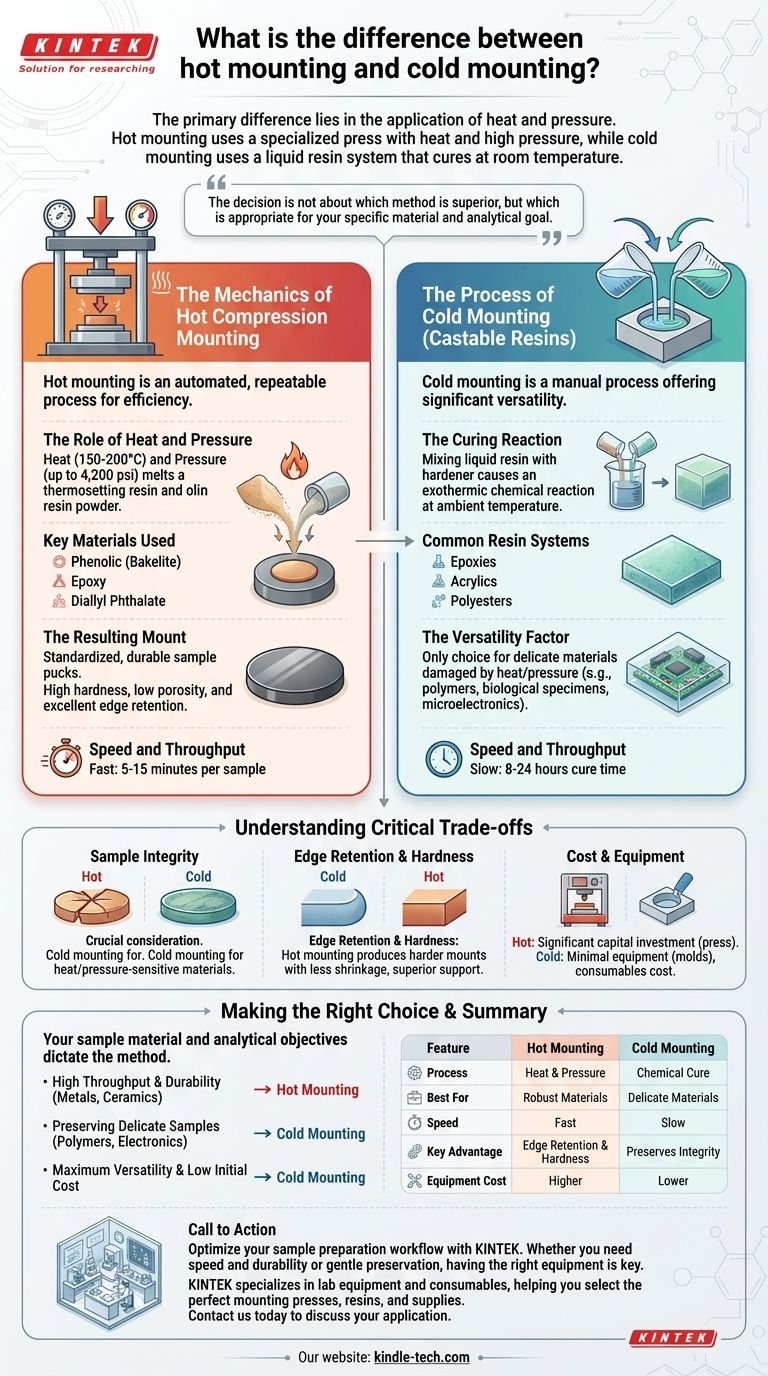
热镶嵌和冷镶嵌的主要区别在于热量和压力的施加。热镶嵌,也称为压缩镶嵌,使用专用压机在高温高压下将样品封装在聚合物树脂中。相比之下,冷镶嵌使用多组分液体树脂系统,该系统在室温下通过化学反应固化,无需外部压力。
在热镶嵌和冷镶嵌之间做出选择,关键不在于哪种方法更优越,而在于哪种方法适合您的特定材料和分析目标。热镶嵌侧重于对坚固样品的快速处理和镶嵌质量,而冷镶嵌侧重于保护精致、对热敏感或对压力敏感的材料。
热压缩镶嵌的机制
热镶嵌是一个自动化且高度可重复的过程,旨在提高实验室环境中的效率和一致性。它会产生标准化的、耐用的样品块,非常适合后续的研磨和抛光。
热量和压力的作用
该过程使用一个同时施加热量(通常为 150-200°C)和压力(高达 4,200 psi)的镶嵌机。这种组合会熔化热固性或热塑性树脂粉末,使其在固化或冷却时环绕样品流动,并固化成致密、坚硬的镶嵌体。
使用的关键材料
热镶嵌最常用的树脂是酚醛树脂(电木),它对于常规工作来说成本效益高,以及环氧树脂或邻苯二甲酸二烯丙酯化合物,它们在要求更高的应用中提供卓越的硬度和边缘保持性。
形成的镶嵌体
热镶嵌会产生标准尺寸和形状的样品块。这些镶嵌体以其高硬度、低孔隙率和出色的边缘保持性而闻名,这对于准确检查材料的表面或涂层至关重要。

冷镶嵌(可浇铸树脂)的过程
冷镶嵌是一个手动过程,具有很大的通用性,特别是对于不能承受热压条件的样品。
固化反应
此方法涉及将液体树脂与固化剂混合。随后的化学反应是一个放热过程,导致混合物在环境温度下经过数小时到一整天的固化,形成固体块。
常见的树脂系统
使用的主要系统是环氧树脂、丙烯酸树脂和聚酯树脂。环氧树脂因其低收缩率、优异的附着力和透明度而受到青睐,非常适合易碎的电子元件或多孔样品。丙烯酸树脂固化速度快得多,但收缩率较高且气味更浓。
通用性因素
冷镶嵌的关键优势在于它能够处理几乎任何类型的样品。对于会因热量和压力而损坏或结构改变的材料,如聚合物、生物样本或微电子设备,它是唯一的选择。
理解关键的权衡
选择正确的方法需要清楚地了解速度、样品完整性和成本之间的权衡。
速度和吞吐量
热镶嵌明显更快,每个样品的循环时间通常在 5 到 15 分钟之间。冷镶嵌是一个慢得多的过程,固化时间通常需要 8 到 24 小时才能准备好对样品进行制备。
样品完整性
这是最关键的考虑因素。如果您的材料对热敏感或对压力敏感,则必须使用冷镶嵌。热镶嵌的高温和高压可能会使精致样本的微观结构发生变形、熔化、断裂或以其他方式改变。
边缘保持性和硬度
热镶嵌通常会产生更硬的镶嵌体,收缩率更低,从而使样品周围的贴合更紧密。这在研磨和抛光过程中提供了卓越的支撑,最大限度地减少了可能掩盖重要表面特征的边缘圆化。
成本和设备
热镶嵌需要对压缩压机进行大量的初始资本投资。相比之下,冷镶嵌所需的设备最少——主要是模具和混合用品——使得消耗品成为主要的经常性成本。
为您的分析做出正确的选择
您的样品材料和分析目标应始终决定您的镶嵌方法。
- 如果您的主要重点是高吞吐量和耐用性:热镶嵌是进行金属、合金和许多陶瓷等坚固材料常规分析的理想选择。
- 如果您的主要重点是保护精致或对热敏感的样品:冷镶嵌是聚合物、电路板、软金属或任何微观结构可能因热量而改变的材料的唯一安全选择。
- 如果您的主要重点是最大的通用性和较低的初始成本:冷镶嵌允许实验室在没有大量资本投资的情况下处理最多样化的样品类型和形状。
通过了解这些核心差异,您可以选择最能保护样品完整性并满足您分析目标的镶嵌过程。
摘要表:
| 特征 | 热镶嵌 | 冷镶嵌 |
|---|---|---|
| 过程 | 加热(150-200°C)和压力(高达 4,200 psi) | 室温下化学固化 |
| 最适合 | 坚固材料(金属、陶瓷) | 精致、对热敏感的材料(聚合物、电子元件) |
| 速度 | 快(5-15 分钟) | 慢(8-24 小时) |
| 主要优势 | 卓越的边缘保持性和硬度 | 保护精致的样品完整性 |
| 设备成本 | 较高(需要压机) | 较低(模具和消耗品) |
通过 KINTEK 优化您的样品制备工作流程。
选择正确的镶嵌方法对于准确的材料分析至关重要。无论您需要热镶嵌在金属上的速度和耐用性,还是冷镶嵌在精致样品上的温和保护,拥有正确的设备都是关键。
KINTEK 专注于实验室设备和耗材,满足您的所有实验室需求。我们的专家可以帮助您选择完美的镶嵌机、树脂和用品,以确保您的样品为分析做好完美准备,保护您的研究和质量控制投资。
立即联系我们,讨论您的具体应用并为您的实验室找到理想的解决方案。 #ContactForm
图解指南