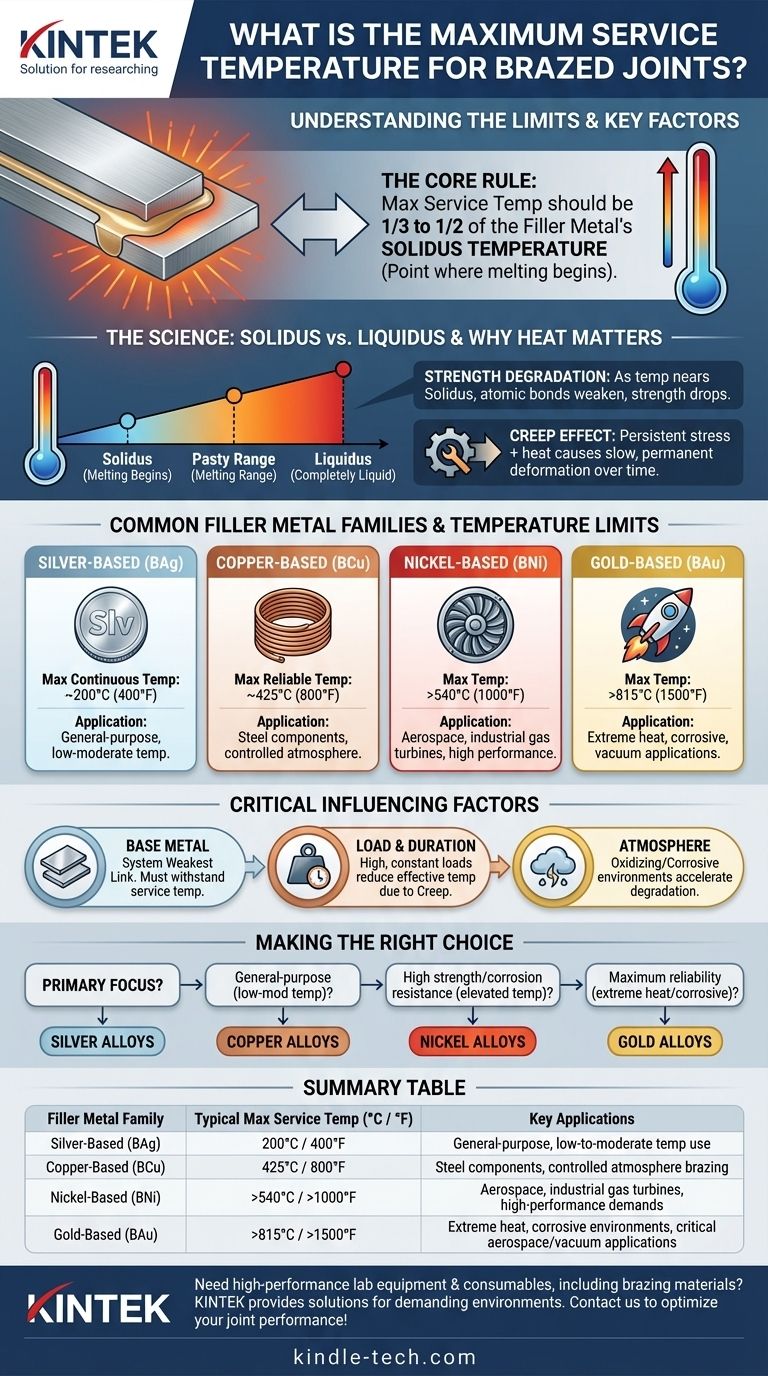
钎焊接头的最高使用温度不是一个单一的数值,它根本上取决于所用焊料的特性。作为一条可靠的工程经验法则,最高使用温度不应超过焊料固相线温度(开始熔化的温度)的三分之一到二分之一。
关键要点是,钎焊接头的强度会随着温度的升高而显著下降。安全操作极限是焊料熔点的保守分数,以确保接头在随时间推移下仍有足够的强度来承受其设计的载荷而不会失效。
核心原则:以固相线温度为基准
要理解为什么钎焊接头有温度限制,您必须首先了解形成结合的焊料的行为。
固相线和液相线的定义
每种钎焊合金都有一个由两个关键点定义的熔化范围。
固相线是合金开始熔化的温度。低于此温度,合金完全呈固体状态。
液相线是合金完全变成液体时的温度。这两个点之间的范围是合金的“糊状”或熔化范围。
为什么强度会随热量而下降
当钎焊接头的使用温度接近焊料的固相线时,材料的强度会急剧下降。原子键减弱,使材料在应力下更软,更容易发生变形。
正是由于这种弱化,才需要一个显著的安全裕度。将接头推得太接近其固相线温度会招致失效,尤其是在连续载荷下。
蠕变的影响
蠕变是固体材料在持续机械应力影响下缓慢移动或永久变形的趋势。这种效应与温度高度相关。
即使在远低于固相线的温度下,处于恒定载荷(如管道中的压力或涡轮叶片上的旋转力)下的接头也会缓慢变形。温度和载荷越高,蠕变越快,最终导致接头失效。
常见焊料系列的指南
焊料系列的选定是决定接头使用温度的主要因素。
银基合金 (BAg)
这些是用途广泛的合金。它们在许多母材上具有出色的流动性和润湿性,但在这几类中,其耐温性最低。
它们在连续使用中的典型最高使用温度约为 200°C (400°F)。
铜基合金 (BCu)
纯铜和铜磷合金常用于在受控气氛中钎焊钢、不锈钢和镍合金。
它们在耐温性方面有了显著提升,可靠使用温度可达 425°C (800°F)。
镍基合金 (BNi)
镍合金是需要出色强度、耐腐蚀性和耐氧化性的高温高性能应用的行业标准。
这些常用于航空航天和工业燃气轮机中,使用温度通常超过 540°C (1000°F),一些特种合金的性能更高。
金基合金 (BAu)
金合金代表了要求最苛刻应用的高端选择。它们在极端环境中提供卓越的延展性以及抗氧化和耐腐蚀能力。
这些合金用于关键的航空航天和真空应用中,其使用温度可超过 815°C (1500°F)。
理解权衡和关键因素
焊料只是等式的一部分。一个真正可靠的接头取决于对应用的整体看法。
母材的作用
钎焊接头是一个系统。如果待连接的母材无法承受使用温度,那么钎焊接头的强度就无关紧要了。最大操作温度始终受组件中最薄弱部分的限制。
载荷和服务持续时间
接头上的应力大小和类型至关重要。由于蠕变效应,承受高恒定载荷的接头比承受轻微、间歇性载荷的接头的有效使用温度要低。
环境条件
接头运行的环境起着重要作用。暴露在氧化或腐蚀性环境中的接头比在真空或惰性环境中运行的接头在高温下降解得更快。焊料必须与其使用环境在化学上兼容。
为您的应用做出正确的选择
选择正确的焊料需要平衡性能要求与成本和可制造性。
- 如果您的主要重点是用于中低温范围的通用用途: 银合金为各种母材提供了一种出色且经济的解决方案。
- 如果您的主要重点是将钢制部件连接起来用于高达 425°C (800°F) 的使用: 铜及其合金是在保护气氛中钎焊时可靠且经济的选择。
- 如果您的主要重点是在高温下实现高强度和耐腐蚀性: 镍基合金是航空航天和工业制造中苛刻应用的标准。
- 如果您的主要重点是在极端高温和腐蚀性环境中的最大可靠性: 金和其他贵金属合金提供了最终的性能,尽管成本溢价很高。
通过将焊料的能力与设计的特定热、机械和环境需求相匹配,您可以自信而可靠地设计出钎焊接头。
摘要表:
| 焊料系列 | 典型最高使用温度(°C / °F) | 主要应用 |
|---|---|---|
| 银基 (BAg) | 200°C / 400°F | 通用、中低温使用 |
| 铜基 (BCu) | 425°C / 800°F | 钢制部件,受控气氛钎焊 |
| 镍基 (BNi) | >540°C / >1000°F | 航空航天、工业燃气轮机、高性能要求 |
| 金基 (BAu) | >815°C / >1500°F | 极端高温、腐蚀性环境、关键航空航天/真空应用 |
需要确保您的钎焊接头能够承受高温? KINTEK 专注于提供高性能的实验室设备和耗材,包括针对苛刻的实验室和工业环境定制的钎焊材料和解决方案。我们的专家可以帮助您选择正确的焊料和工艺,以实现可靠的高温接头。立即联系我们,讨论您的具体应用要求,并利用 KINTEK 的可靠解决方案提升您的接头性能!
图解指南