虽然钎焊是一种用途广泛的工艺,但从根本上说,没有哪种金属是完全无法连接的。相反,某些金属带来了巨大的挑战,使得它们使用标准技术进行钎焊变得不切实际或不可能。主要的障碍是熔点非常低,接近钎焊温度,或者形成坚韧、稳定的氧化层,阻止填充金属粘合。
问题不在于哪些金属不能钎焊,而在于哪些冶金特性——例如低熔点或顽固的氧化物——使得金属在没有高度专业化的工艺、焊剂或受控气氛的情况下极难钎焊。
钎焊的核心原理
要理解这些挑战,我们必须首先回顾钎焊的基本要求。该工艺通过加热两种母材金属并引入熔点较低的填充金属来工作。这种填充金属熔化,通过毛细作用被吸入接头,然后凝固,形成牢固的冶金结合。
H3: 温差是关键
为了成功钎焊,母材金属的熔点必须显著高于填充金属的熔点。这使得填充金属能够完全液化并适当流动,而不会熔化或损坏被连接的部件。
对钎焊工艺构成挑战的金属
被认为难以或“无法钎焊”的金属通常分为两大类。
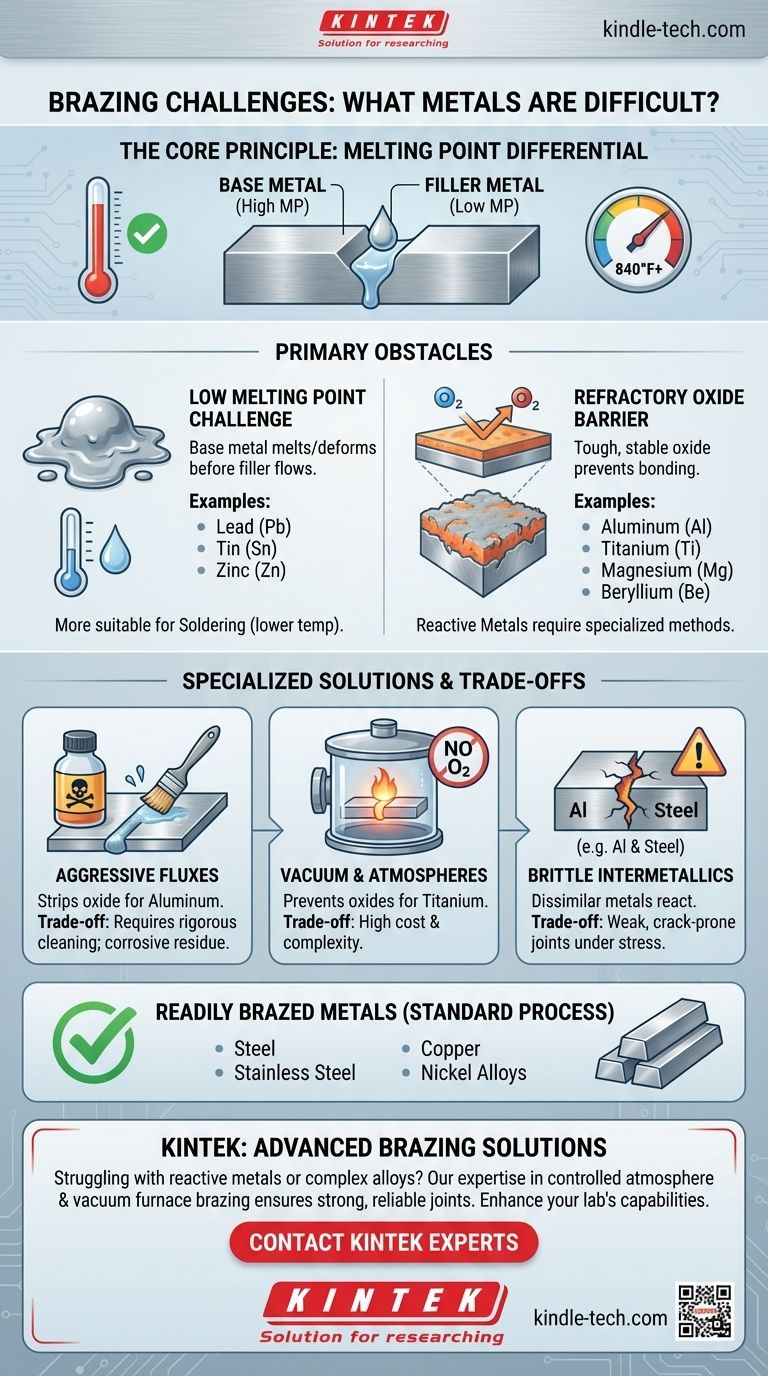
H3: 低熔点挑战
如果母材金属的熔点与钎焊温度范围(通常为 840°F / 450°C 及更高)太接近,母材金属本身就会开始熔化或变形。
这使得标准钎焊对于铅、锡和锌等金属实际上是不可能的。这些材料更适合焊接,因为焊接使用温度低得多的填充金属。
H3: 难熔氧化物屏障
许多非常有用的金属在空气中会立即与氧气反应,在其表面形成一层坚韧、稳定且自修复的氧化层。这层氧化层充当屏障,阻止液态钎焊填充金属“润湿”或与下面的纯母材金属结合。
已知具有此挑战的金属包括:
- 铝
- 镁
- 钛
- 铍
这些通常被称为活性金属。虽然它们可以钎焊,但该过程需要克服这层氧化层,这大大增加了操作的复杂性。
理解权衡和解决方案
钎焊具有挑战性的金属并非不可能,但它需要专业的技术,这会带来成本、复杂性和后处理方面的显著权衡。
H3: 强腐蚀性焊剂
对于铝等金属,需要使用高活性且通常具有腐蚀性的焊剂。这种化学剂在流动的填充金属之前积极地剥离氧化层。主要的权衡是,这些焊剂残留物在钎焊后必须从组件中仔细清除,以防止未来腐蚀。
H3: 真空和受控气氛
对于钛等极具反应性的金属,即使是最强效的焊剂也力不从心。唯一可靠的方法是在真空炉中进行钎焊操作。通过去除所有氧气,完全阻止了氧化层的形成,使填充金属能够直接与母材金属结合。这个过程生产出异常清洁和坚固的接头,但比空气钎焊昂贵和复杂得多。
H3: 脆性金属间化合物的风险
当钎焊异种金属时,特别是活性金属与钢等常见合金(例如,铝与钢),可能会出现新问题。在钎焊温度下,两种不同的金属在接头界面处相互反应,形成坚硬且脆性的金属间化合物。这些化合物会严重削弱接头,使其在应力下容易开裂。
为您的应用做出正确的选择
与上述挑战相反,钢、不锈钢、铜和镍合金等金属很容易钎焊,因为它们的表面氧化物很容易通过标准焊剂去除,这使得它们适用于广泛的应用。
- 如果您的主要关注点是简单性和成本效益:选择钢、铜或黄铜等常见母材金属,它们可以使用标准设备和焊剂轻松钎焊。
- 如果您的主要关注点是连接轻质铝:请准备好使用专门的铝钎焊合金和高活性焊剂,这些焊剂需要严格的钎焊后清洁程序。
- 如果您的主要关注点是高性能钛或活性金属:您必须计划采用先进且昂贵的工艺,例如真空炉钎焊,以确保接头完整性。
最终,理解这些材料挑战将钎焊从一项简单的任务转变为一个精确的工程过程。
总结表:
| 金属类别 | 主要挑战 | 常见示例 |
|---|---|---|
| 低熔点金属 | 熔点与钎焊温度过近 | 铅、锡、锌 |
| 活性金属 | 形成坚韧、稳定的氧化层 | 铝、钛、镁 |
在连接铝或钛等挑战性金属时遇到困难? KINTEK 专注于先进的钎焊解决方案和用于活性金属及复杂合金的实验室设备。我们在受控气氛和真空炉钎焊方面的专业知识可确保为您的最严苛应用提供坚固、可靠的接头。立即联系我们的专家,讨论您的具体金属连接需求,并了解我们如何提升您实验室的能力!
图解指南