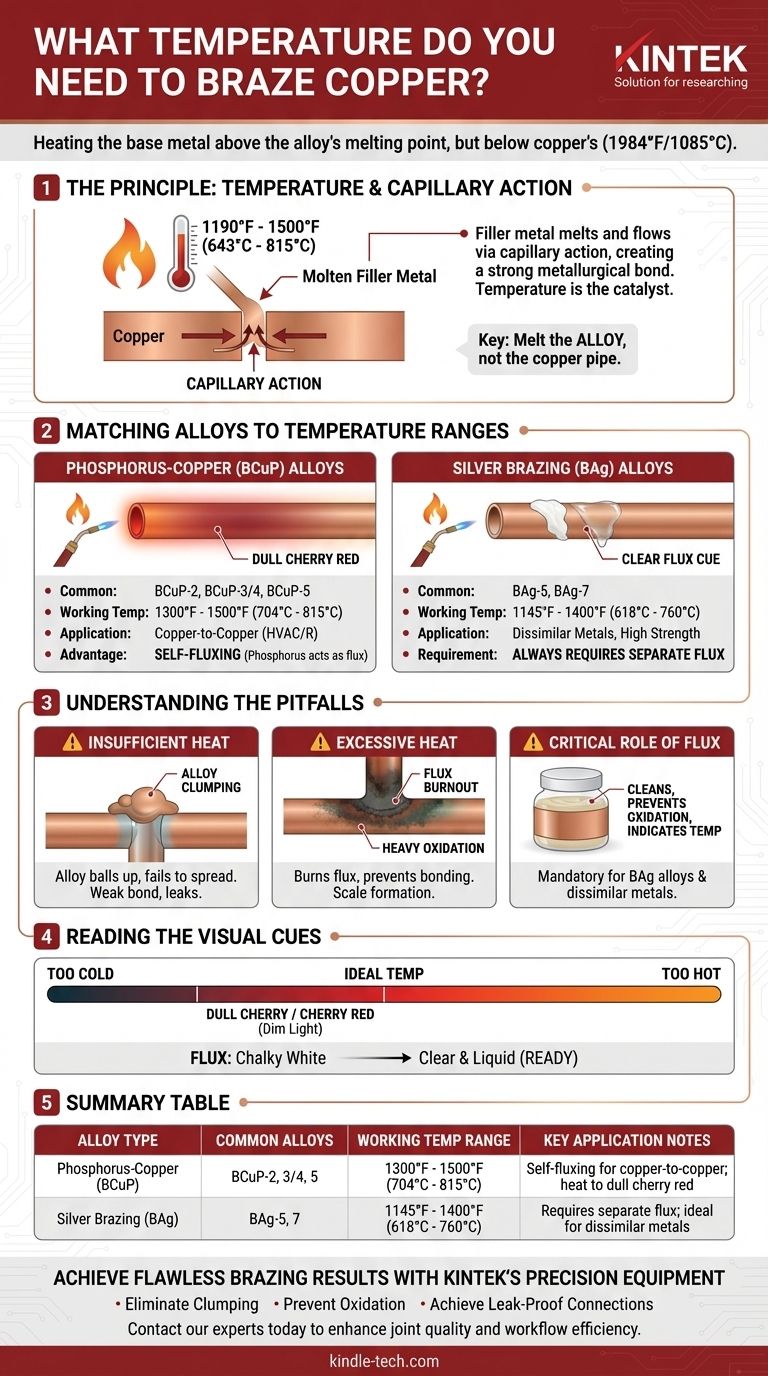
要钎焊铜,您必须将母材加热到高于所选钎料熔点的温度,但低于铜本身熔点的温度。这个工作温度通常在 1190°F 到 1500°F (643°C 到 815°C) 之间,这完全取决于您使用的特定填充金属。关键是熔化钎料,而不是铜管。
问题不仅仅是“什么温度”,而是“什么温度适合我的特定钎料?”钎料决定了目标温度,而达到精确的热量是完美、不泄漏接头和完全失败之间的区别。
原理:为什么温度不仅仅是一个数字
钎焊产生了一种通常比连接的母材更坚固的冶金结合。这个过程依赖于一种称为毛细作用的原理,即熔融的填充金属被吸入两个铜件之间的紧密间隙中。温度是整个过程的催化剂。
填充金属的作用
与焊接不同,钎焊不会熔化母材(铜)。相反,您只熔化一种填充金属,通常称为钎焊丝或钎料。每种合金都有一个特定的温度范围,在此范围内它会液化并正常流动。
实现毛细作用
为了使毛细作用正常工作,铜必须足够热,以便在接触时立即熔化钎焊丝。如果铜太冷,钎料会“结块”并无法渗透到接头中。理想的温度会产生“润湿”作用,使液态钎料均匀地铺展在金属表面上。
过热的危险
铜的熔点是 1984°F (1085°C)。虽然您不太可能用标准焊枪熔化管道,但过热是一种常见且严重的错误。过高的热量会导致严重的表面氧化,从而阻止填充金属粘合。它还会烧掉该过程所需的助焊剂,并可能削弱铜本身。

将钎料与温度范围匹配
您选择的具体合金取决于您的应用(例如,HVAC、管道、连接不同金属)。这个选择然后决定了您的目标温度。
磷铜合金 (BCuP)
这些是将铜连接到铜上最常用的合金,尤其是在 HVAC 和制冷领域。它们的主要优点是磷充当助焊剂,这意味着铜到铜的接头不需要单独的助焊剂。
- 常见合金:BCuP-2(0% 银)、BCuP-3/4(5-6% 银)、BCuP-5(15% 银)。
- 工作温度:通常在 1300°F 到 1500°F (704°C 到 815°C) 之间。
- 视觉提示:将铜加热到发出微弱到暗樱桃红色。
银钎料合金 (BAg)
通常被称为“银焊料”(一个技术上不正确但常见的术语),这些合金用于需要更高强度、抗振动或连接铜与其他金属(如黄铜或钢)的情况。它们含有不同百分比的银。
- 常见合金:BAg-5(45% 银)、BAg-7(56% 银)。
- 工作温度:通常较低,从 1145°F 到 1400°F (618°C 到 760°C)。
- 注意:这些合金总是需要单独的助焊剂,即使在铜对铜连接时也是如此。
理解权衡和陷阱
成功的钎焊需要管理热量、清洁度和材料。避免常见错误至关重要。
助焊剂的关键作用
除非您在铜对铜接头上使用 BCuP 合金,否则助焊剂是强制性的。助焊剂是一种化学膏,可清洁表面,防止加热过程中氧化,并指示金属何时达到正确温度。使用助焊剂太少,或过热将其烧掉,都会导致接头失效。
热量不足的危险
如果母材不够热,填充丝就不会流入接头。您会看到它结块并拒绝铺展,导致只有表面粘合,没有强度或密封。这是泄漏的常见原因。
过热的后果
施加过多的热量同样糟糕。您会烧掉助焊剂,在铜上产生厚厚的黑色氧化皮(氧化铜),并阻止粘合形成。这也可能导致填充金属直接流过接头而没有正确密封。
读取视觉提示
您最重要的工具是您的眼睛。学习读取金属的颜色和助焊剂的行为是掌握钎焊的关键。
- 颜色:对于大多数铜钎焊,在光线昏暗的环境中,您要寻找暗樱桃色或樱桃红色。如果铜是亮橙色或黄色,则太热了。
- 助焊剂:使用助焊剂时,它会先变干并变成粉白色。随着温度升高,它会变清澈并液化,像水一样。这个“清晰”阶段是母材已准备好接受钎料的信号。
如何将此应用于您的项目
您的目标决定了您的工具和温度。根据工作的具体要求选择您的方法。
- 如果您的主要重点是标准的 HVAC/R(铜对铜):使用自熔性的磷铜 (BCuP) 合金,并在施加焊丝之前将接头均匀加热至暗樱桃红色。
- 如果您的主要重点是连接不同金属(例如,铜对黄铜):使用带有正确白色钎焊助焊剂的含银 (BAg) 合金,并在引入合金之前观察助焊剂变清澈和液化。
- 如果您的主要重点是最大的接头强度或高振动:选择高银含量的 BAg 合金,并专注于精确、均匀的加热,以避免零件过热,同时确保完全渗透。
归根结底,成功的钎焊不是要达到温度计上的一个神奇数字,而是要理解和控制您的金属、您的合金和您的热源之间的关系。
摘要表:
| 钎焊合金类型 | 常见合金 | 工作温度范围 | 关键应用说明 |
|---|---|---|---|
| 磷铜 (BCuP) | BCuP-2, BCuP-3/4, BCuP-5 | 1300°F 至 1500°F (704°C 至 815°C) | 铜对铜接头自熔剂;加热至暗樱桃红 |
| 银钎料 (BAg) | BAg-5, BAg-7 | 1145°F 至 1400°F (618°C 至 760°C) | 需要单独的助焊剂;适用于不同金属和高强度 |
使用 KINTEK 的精密设备实现完美的钎焊结果
无论您是从事 HVAC 系统、管道还是专业金属连接工作,精确的温度控制对于成功的铜钎焊都是不容妥协的。在 KINTEK,我们专注于实验室设备和耗材,它们能提供完美毛细作用和牢固冶金结合所需的稳定、精确的热量。
我们的钎焊解决方案可帮助您:
- 通过精确的温度控制消除结块和失败的接头
- 通过均匀的热量分布防止氧化和助焊剂烧毁
- 通过可靠、可重复的结果实现不泄漏的连接
我们的服务对象包括: HVAC/R、管道、金属制造和研究实验室的专业人士,他们要求设备与其专业技术相匹配。
准备好改变您的钎焊过程了吗? 立即联系我们的专家,讨论 KINTEK 的专业设备如何提高您的接头质量和工作流程效率。
图解指南