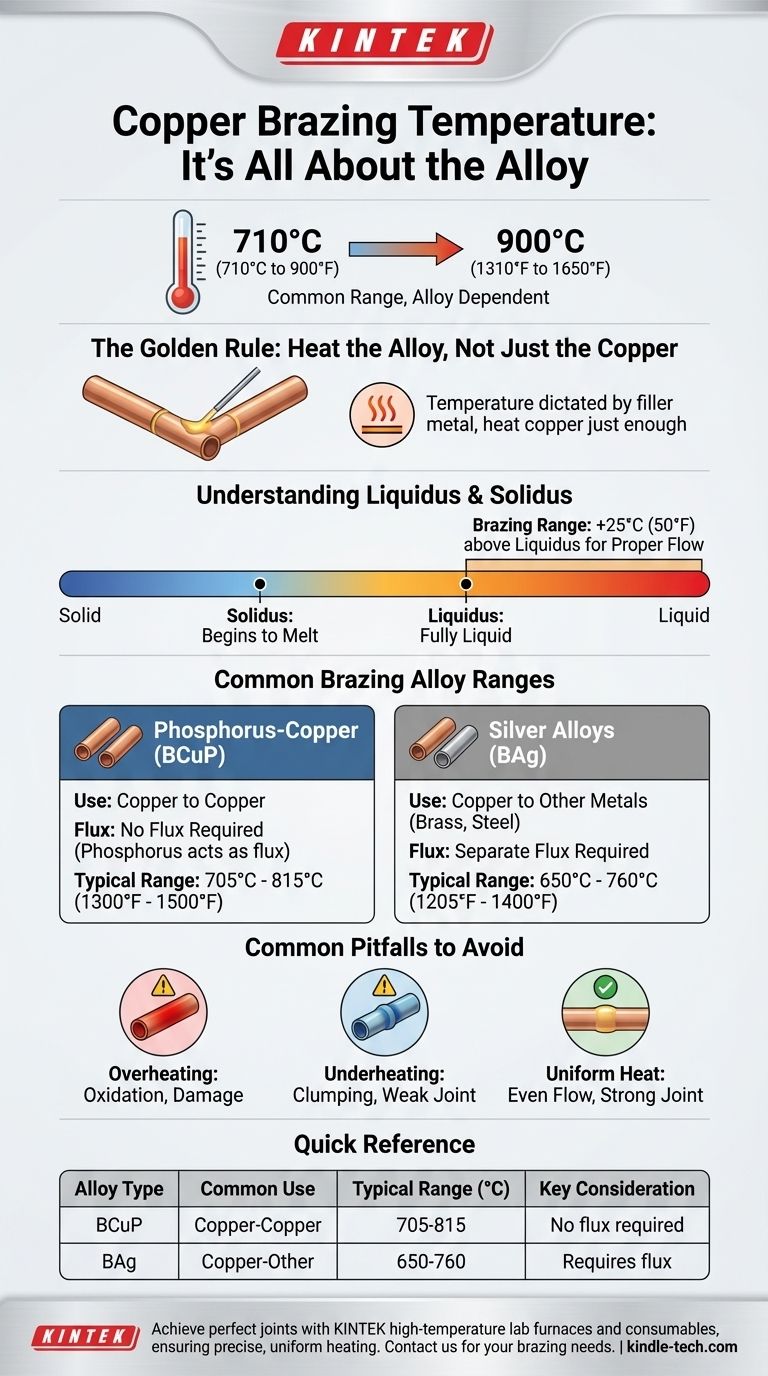
确切地说,铜钎焊没有单一的温度。正确的温度完全取决于您使用的特定钎焊合金(填充金属),用于铜的最常见合金需要710°C至900°C(1310°F至1650°F)之间的温度。目标是将铜部件加热到足够热以熔化填充合金,使其流入接头。
钎焊的核心原则是温度由填充金属决定,而不是由母材决定。您必须将铜加热到比您的特定钎焊合金的“液相线”(完全熔化)温度至少高25°C(50°F)的程度,以确保适当的流动而不会损坏铜本身。
为什么钎焊温度取决于合金
要掌握钎焊,重要的是要理解您不是在熔化铜。您正在熔化一种单独的填充金属,它充当强大的粘合剂,以分子水平将铜部件连接在一起。
填充金属的作用
钎焊通过毛细作用过程进行。熔融的填充金属被吸入两个铜件之间的紧密间隙中,一旦冷却并凝固,就会形成一个坚固、防漏的密封。
这意味着唯一需要熔化的是填充金属,它被专门设计成比它所连接的铜的熔点更低。
理解液相线和固相线
每种钎焊合金都有制造商指定的两个关键温度点:
- 固相线:合金开始熔化的温度。
- 液相线:合金完全液化的温度。
为了使合金正确流动并形成坚固的接头,必须将其加热到超过其液相线温度。
“高于液相线25°C”规则
将接头加热到至少高于液相线温度25°C(50°F)的指导原则至关重要。这种轻微的过热确保填充合金完全流体化并具有低粘度,使其能够润湿铜表面并通过毛细作用完全被吸入接头中。

铜的常见钎焊合金范围
您选择的合金取决于您要连接的材料。不同的合金有不同的温度要求。
磷铜合金 (BCuP)
这些是连接铜与铜最常见的合金。一个关键的优点是磷作为助焊剂,这意味着铜与铜接头不需要单独的助焊剂。
一个典型的例子是BCuP-5合金(含15%银),其钎焊范围为705°C - 815°C (1300°F - 1500°F)。
银合金 (BAg)
这些合金用于连接铜与其他金属,例如黄铜、青铜或钢。它们含有银,可改善流动性和延展性。
与BCuP合金不同,银合金需要单独的助焊剂来清洁金属并确保良好的结合。常见的BAg合金的钎焊范围可能为650°C - 760°C (1205°F - 1400°F)。
要避免的常见陷阱
达到正确的温度是一个平衡。过高或过低的温度都会导致接头失效。
过热的危险
如果您将铜加热到远超合金所需温度的程度,您可能会在铜表面形成厚重、片状的氧化物。这种氧化会阻止填充金属正确结合。在极端情况下,您甚至可能开始熔化或损坏铜部件。
欠热的问题
未能达到合金的适当钎焊温度是最常见的错误。如果母材太冷,填充合金会“结块”并无法流动。它不会润湿铜表面,导致接头薄弱,有间隙和空隙。
均匀加热的重要性
您必须均匀加热整个接头区域。如果一部分很热而另一部分很冷,填充金属只会流向较热的区域,从而形成不完整且不可靠的接头。将焊枪对准铜部件,而不是填充焊条。
确定项目正确温度
请务必参考您的特定钎焊合金的制造商技术数据表。但是,这些一般准则将帮助您选择合适的材料。
- 如果您的主要重点是连接铜与铜:选择磷铜 (BCuP) 合金并确认其具体的钎焊范围,该范围可能在 700°C 到 900°C 之间。
- 如果您的主要重点是连接铜与不同金属:使用银基 (BAg) 合金和正确的助焊剂,并查阅其数据表以获取温度范围,通常在 620°C 到 845°C 之间。
- 如果您不确定您的合金:请勿继续。确定合金或购买具有明确技术数据表的新合金,以确保您使用正确的温度并创建安全、坚固的接头。
最终,将您的技术与所选填充金属的要求相匹配是完美钎焊的关键。
总结表:
| 钎焊合金类型 | 常见用途 | 典型钎焊范围 (°C) | 关键考虑事项 |
|---|---|---|---|
| 磷铜 (BCuP) | 铜与铜 | 705°C - 815°C | 铜-铜接头无需助焊剂 |
| 银合金 (BAg) | 铜与其他金属(例如钢、黄铜) | 650°C - 760°C | 需要单独的助焊剂以实现适当的结合 |
借助正确的设备和专业知识,每次都能实现完美、坚固的钎焊接头。 KINTEK 专注于高温实验室炉和耗材,提供成功铜钎焊必不可少的精确、均匀加热。无论您是从事研发还是生产,我们的解决方案都能确保您满足特定钎焊合金的精确温度要求。立即联系我们,讨论我们如何支持您的实验室的钎焊和材料连接需求。 通过我们的联系表与我们联系
图解指南