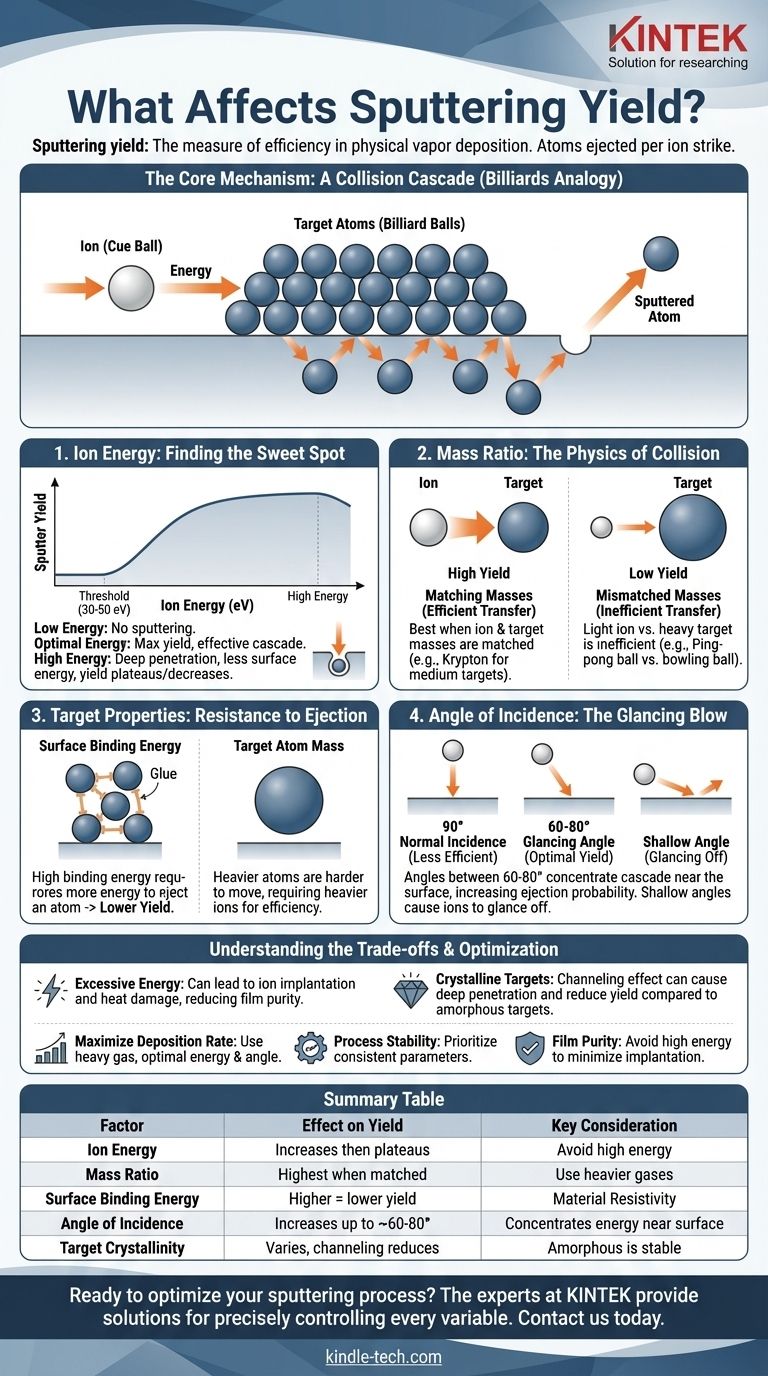
溅射产额是物理气相沉积工艺中效率最重要的单一衡量标准。 从本质上讲,产额是每个撞击靶材的离子平均从靶材中溅射出的原子数量。这种效率受入射离子能量和质量、靶材材料特性以及碰撞几何形状之间精确相互作用的控制。
溅射不是一个简单的侵蚀过程;它是一个由动量传递驱动的物理现象。理解和控制溅射产额的关键在于想象能量如何从入射粒子在靶材的前几个原子层内分布,从而导致原子被溅射出来。
核心机制:碰撞级联
将溅射视为一场亚原子的台球游戏。入射离子——通常是惰性气体如氩气——是“母球”,被加速撞向一堆“台球”,即靶材原子的集合。
当离子撞击靶材时,它会在表面下引发一连锁反应,即碰撞级联。目标不是让初始离子直接撞出表面原子。相反,离子将其动量传递给靶材内的原子,这些原子又与它们的邻居发生碰撞。只有当这种能量级联回溯到表面,并赋予表面原子足够的能量以克服其键合并逸散到真空中时,原子才会被溅射出来。

影响溅射产额的关键因素
整个过程的效率取决于几个关键的可控变量。
离子能量:找到最佳点
存在一个将原子离解所需的最低能量,即溅射阈值,通常在30到50电子伏特(eV)之间。低于此值,则不会发生溅射。
随着离子能量超过此阈值增加,溅射产额上升,因为有更多的能量可用于产生更大、更有效的碰撞级联。
然而,这种趋势并非无限期持续。在非常高的能量下(例如,数千eV),入射离子会穿透靶材太深。由此产生的碰撞级联集中在表面深处,并且其能量更少地指向表面原子,导致产额趋于平稳甚至下降。
质量比:碰撞的物理学
动量传递的效率在很大程度上取决于离子(母球)和靶原子(台球)的相对质量。
当质量匹配时,能量传递最大化。例如,使用比氩气重的溅射气体(如氪气)来溅射中等质量的靶材通常会增加溅射产额。使用非常轻的离子来溅射非常重的靶材(就像用乒乓球撞保龄球)效率极低。
靶材特性:抗离去性
靶材本身对溅射构成两个主要障碍。
表面结合能
这是将靶原子粘合在一起的“胶水”。具有高表面结合能的材料需要更多的能量才能释放原子,从而导致较低的溅射产额。
靶原子质量
较重的靶原子本质上更难移动。这与质量比相关;较重的靶材需要相应较重的离子才能实现有效的动量传递。
入射角:掠射撞击
直接的90度撞击通常不是最有效的溅射角度。
使离子轰击倾斜(通常与法线成60-80度角)会将碰撞级联集中在更靠近表面的位置。这增加了转移能量导致表面原子被溅射出来的概率,从而提高了溅射产额。然而,在非常浅的角度下,离子更容易只是掠过表面。
理解权衡
仅仅最大化溅射产额并不总是最佳策略,因为它可能会引入不良的副作用。
过度能量的问题
为了追求更高的产额而将离子能量推得过高,可能导致离子注入,即溅射气体离子嵌入靶材中,并随后嵌入沉积的薄膜中。这会污染薄膜并改变其性质。高能量还会产生更多热量,这可能会损坏敏感的靶材或基板。
晶体靶材与非晶靶材
对于晶体靶材,溅射产额可能高度依赖于晶体相对于离子束的取向。离子可以沿着原子平面之间的“通道”传播,深入渗透并降低溅射产额。如果靶材的晶体结构随时间变化,这种通道效应可能会导致工艺不稳定。
针对您的目标优化溅射产额
控制这些因素使您能够根据您的特定目标定制溅射工艺。
- 如果您的主要重点是最大化沉积速率: 使用较重的溅射气体(例如,氪或氙),并在对应于特定靶材材料产额曲线峰值的离子能量和角度下运行。
- 如果您的主要重点是工艺稳定性和可重复性: 优先保持恒定的离子能量、气体压力和角度。请注意,对于晶体靶材,随着靶材的侵蚀和暴露新的晶面,产额可能会发生变化。
- 如果您的主要重点是薄膜纯度和质量: 避免过高的离子能量,以最大限度地减少离子注入和热相关损伤,即使这会导致较低的沉积速率。
最终,掌握溅射产额在于控制碰撞的物理学,以实现您特定的材料沉积目标。
总结表:
| 因素 | 对溅射产额的影响 | 关键考虑因素 |
|---|---|---|
| 离子能量 | 增加直至平稳,然后下降 | 避免高能量以防止离子注入 |
| 离子/靶材质量比 | 质量匹配时产额最高 | 对重靶材使用较重的气体(Kr, Xe) |
| 靶材表面结合能 | 能量越高 = 产额越低 | 抵抗溅射的材料特性 |
| 入射角 | 增加至约60-80°,然后下降 | 掠射角使能量集中在表面附近 |
| 靶材结晶度 | 随取向变化;非晶态更稳定 | 晶体中的通道效应会降低产额 |
准备好优化您的溅射工艺以获得最大产额和卓越的薄膜质量了吗? KINTEK 的专家随时为您提供帮助。我们专注于提供正确的实验室设备和耗材,以精确控制每一个变量——从离子源选择到靶材材料特性。
立即联系我们,讨论我们的解决方案如何提高您的沉积效率、改善工艺稳定性和实现您的特定材料科学目标。
图解指南