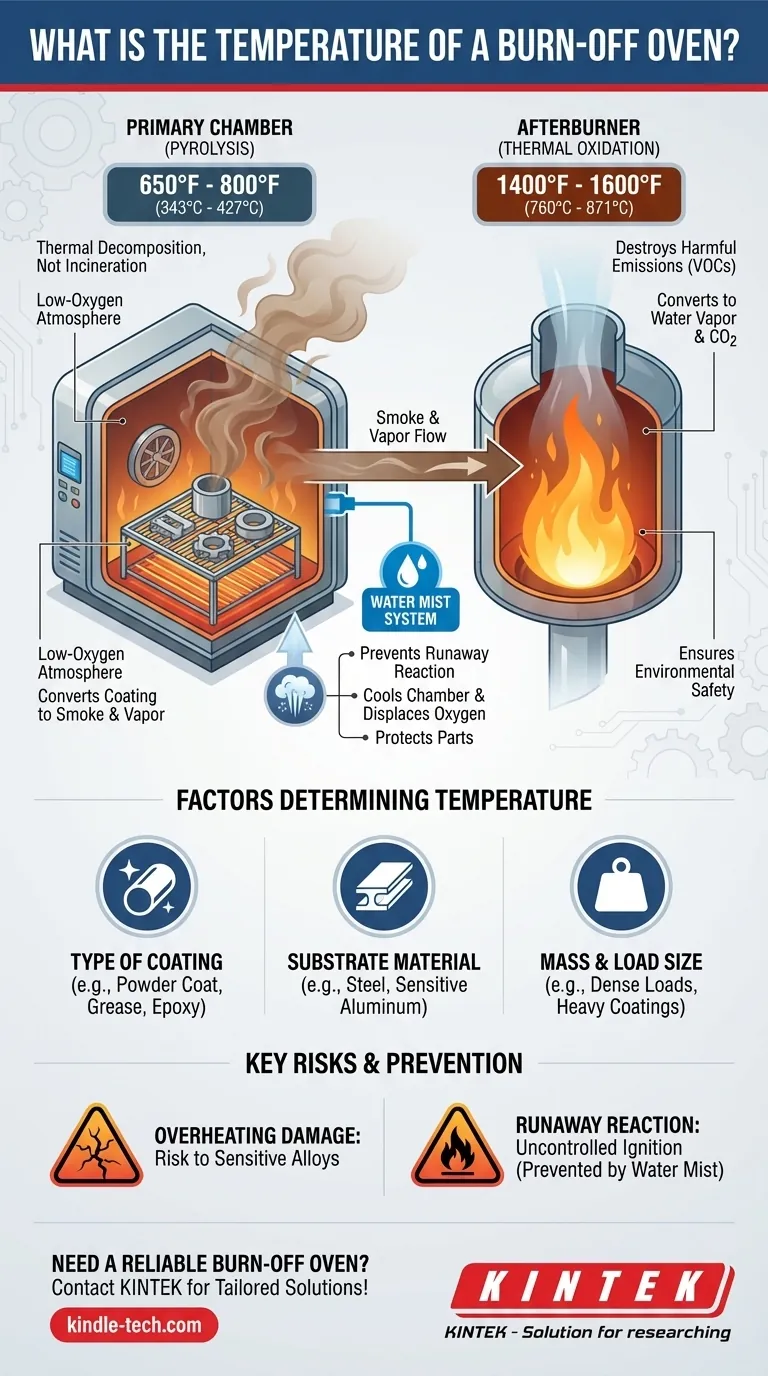
在实践中,烧除炉的主清洁腔室通常在 650°F 至 800°F (343°C 至 427°C) 之间运行。然而,这个范围只是部分情况。该过程还涉及一个二次腔室,即后燃室,其运行温度要高得多,为 1400°F 至 1600°F (760°C 至 871°C),以确保环境安全。
关键在于要理解,烧除炉不仅仅是一个简单的熔炉。它是一个复杂的两级系统,旨在首先在受控的缺氧环境中热分解(而不是焚烧)涂层,然后在更高的温度下销毁由此产生的排放物。
烧除炉如何实现精确清洁
烧除炉的有效性和安全性来自于其双腔室设计和智能控制系统。了解此过程对于防止零件损坏和确保安全操作至关重要。
主腔室:热解,而非焚烧
放置零件的主要炉腔室设计用于热解。这是一种在低氧气氛中进行的热分解过程。
与将涂层烧成灰烬不同,650°F 至 800°F 的热量会将有机材料——如油漆、粉末涂料或油脂——转化为烟雾和蒸汽。这是一个更温和的过程,可以保护金属零件本身。
后燃室:销毁有害排放物
在主腔室中产生的烟雾和蒸汽被引导至称为后燃室的二次腔室。
后燃室的运行温度为 1400°F 或更高,充当热氧化器。它会焚烧挥发性有机化合物 (VOCs) 和其他有害污染物,在它们被排出之前将其转化为无害的水蒸气和二氧化碳。
水雾:关键的控制系统
大多数现代烧除炉都配有水喷射系统。如果燃烧速率过快,该系统会将细小的水雾喷射到主腔室中。
水会立即变成蒸汽,从而取代氧气并冷却腔室。这可以防止失控反应,即涂层点燃并产生过多的热量,从而可能使零件和烤箱本身变形或损坏。
决定适当温度的因素
理想的温度设置不是一成不变的。它完全取决于您要清洁的零件和要去除的涂层。
涂层类型
不同的有机材料具有不同的分解点。轻质油和油脂可能在较低温度下分解,而坚韧的环氧树脂或多层粉末涂料可能需要在较高温度范围内进行。
基材材料
待清洁零件的材料是最关键的限制因素。虽然坚固的钢钩和架子可以轻松承受 800°F,但更敏感的材料则不能。
例如,铝对热非常敏感。超过 650-700°F 的温度可能会开始影响其冶金特性,可能导致软化、变形或结构完整性丧失。
质量和负载大小
大量涂有厚重涂层的零件含有大量的燃料。这需要更谨慎的方法,通常需要更慢的升温过程,并依赖水雾系统来控制热解速率。
了解权衡和风险
不正确地使用烧除炉可能导致昂贵且不可逆的损坏。主要风险不仅仅是热量,而是不受控制的热量。
过热和零件损坏的风险
为给定材料设置的温度过高是最常见的错误。对于像铝这样的热敏合金,这可能会使金属退火(软化),使其无法用于其预期应用,例如在发动机缸体或车轮中。
失控反应的危险
如果您装载了太多可燃材料并加热过快,涂层可能会在腔室内点燃。这会产生一场火灾,迅速将温度推高到设定点之外。
这种失控情况正是水雾系统旨在防止的。如果没有它,您就有可能对您的零件和烤箱的内部结构造成严重损坏。
环境和安全合规性
后燃室不是可选的;它是环境合规性的基本要求。在没有功能齐全的高温后燃室的情况下运行烧除炉将释放大量的有害空气污染物 (HAPs) 和 VOCs,从而违反清洁空气法规。
为您的目标做出正确的选择
要有效地操作烧除炉,您必须将工艺与材料和目标相匹配。
- 如果您的主要重点是清洁坚固的钢制零件(架子、挂钩、夹具): 您可以安全地使用较高范围的温度(750°F - 800°F)以最大限度地提高速度和效率。
- 如果您的主要重点是清洁敏感材料(铝制发动机零件、薄壁组件): 您必须使用较低的温度(约 650°F)和缓慢、仔细监控的加热循环,以防止冶金损坏。
- 如果您的主要重点是剥离非常厚重或致密的涂层: 逐渐提高温度至关重要,以便水雾系统能够管理热解速率,防止危险的失控反应。
最终,烧除炉是一种精密工具,它利用受控的热能,而不是蛮力,来实现其效果。
摘要表:
| 腔室 | 温度范围(华氏度) | 温度范围(摄氏度) | 目的 |
|---|---|---|---|
| 主腔室 | 650°F - 800°F | 343°C - 427°C | 热解:热分解涂层 |
| 后燃室 | 1400°F - 1600°F | 760°C - 871°C | 氧化:销毁有害排放物 |
需要可靠的实验室烧除炉吗?
选择正确的温度对于保护您的零件和确保合规性至关重要。KINTEK 专注于高性能实验室设备,包括设计有您所需的精确控制和安全功能的烧除炉。
我们的专家可以帮助您为您的特定材料选择完美的烤箱——无论您是清洁坚固的钢制夹具还是敏感的铝制组件——以防止损坏并最大限度地提高效率。
立即联系 KINTEK 讨论您的应用并获得定制解决方案!
图解指南