本质上,烧结炉是一种专门的高温炉,其主要目的只有一个:彻底清除耐火模具中的模型,创建一个完美的空心腔用于铸造。这个过程被称为烧结循环,是熔模铸造中的关键中间步骤,熔模铸造应用于珠宝、牙科、航空航天和艺术等行业。它确保模型消失得无影无踪,留下一个干净的模具,为熔融材料做好准备。
烧结炉的功能远不止简单的熔化。它执行精确的多阶段热程序,以去除模型、固化模具并为铸造做准备——同时防止裂纹并消除会破坏最终产品的残留物。
烧结在熔模铸造中的作用
熔模铸造是一种制造具有高细节的复杂金属零件的工艺。烧结炉是该过程的核心,将填充模型的模具转化为可用的容器。
初始状态:熔模铸型
该过程始于一个母模,通常由蜡或特殊的3D打印“可铸造”树脂制成。该模型被包裹在一种石膏状的浆料中,称为熔模料。一旦硬化,这会形成一个实心块(“铸型”),模型被困在其中。
烧结循环:不仅仅是加热
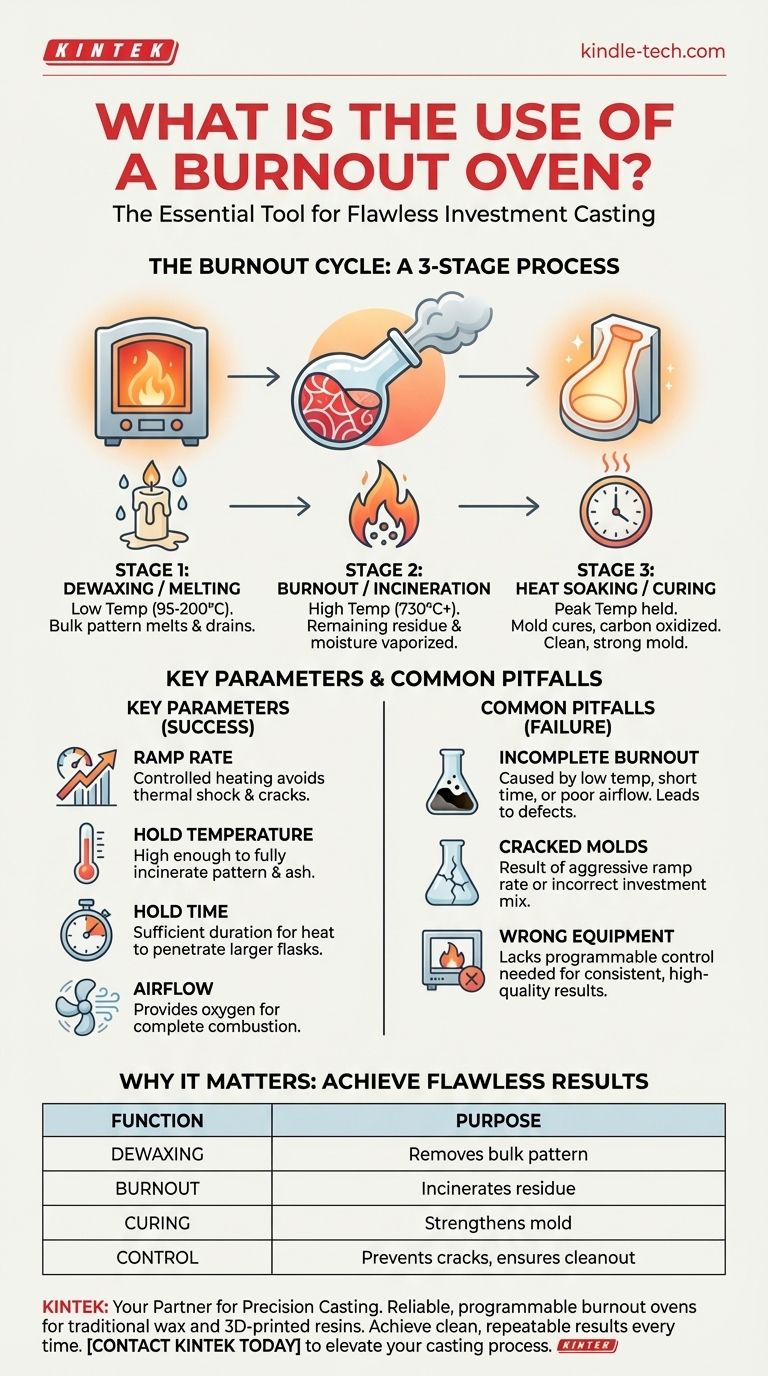
将铸型倒置放入烧结炉中,开始精心控制的加热程序。这不仅仅是提高温度;这是一个多阶段的过程。
- 脱蜡/熔化:在较低温度(约200-400°F / 95-200°C)下,大部分蜡模型熔化并从铸型中排出。
- 烧结/焚烧:随着温度显著升高(通常达到1350°F / 730°C或更高),任何剩余的蜡或树脂残留物都会被完全焚烧。此阶段还会烧掉熔模料本身的任何残留水分。
- 热浸/固化:烤箱将铸型保持在这个峰值温度下数小时。这种“热浸”确保热量完全渗透到模具中,所有碳残留物都被氧化并清除,并且熔模料得到适当的固化和强化。
为什么清洁烧结至关重要
目标是在模具内部创建一个完美的负空间。任何残留的灰烬、碳残留物或水分都会在引入熔融金属时导致铸造缺陷,例如气孔、粗糙表面或填充不完整。

成功烧结的关键参数
现代烧结炉可以精确控制加热循环。每个参数对于成功的结果都至关重要。
升温速率
升温速率是炉温升高的速度。如果温度升高过快,蜡模型和逸出的蒸汽的快速膨胀会导致热冲击,使熔模开裂,在铸造开始之前就毁坏了铸件。
保持温度
峰值温度必须足够高,才能完全焚烧模型材料。传统蜡在1350°F (730°C)左右可以干净地烧掉。然而,许多现代3D打印树脂需要不同(通常更高)的温度和更复杂的程序来防止灰烬残留。
保持时间
这是炉子保持在峰值温度下的持续时间。保持时间取决于铸型的大小和厚度。较大的铸型需要更长的保持时间,以确保热量渗透到其核心并完全消除所有残留物。
气流和通风
完全焚烧需要氧气。适当的烧结炉有助于气流,为腔室提供新鲜氧气,并排出燃烧模型产生的烟雾。气流不足是烧结不完全的主要原因,因为它会使化学反应缺乏氧气。
了解常见陷阱
偏离正确的烧结过程是铸造失败最常见的原因。了解这些陷阱是故障排除的关键。
烧结不完全
这是最常见的故障。它是由温度过低、保持时间过短或通风不良引起的。结果是模腔中存在碳残留物,导致最终零件多孔、受污染或表面粗糙。
熔模开裂
裂纹几乎总是由于加热铸型过快(过快的升温速率)造成的。模型膨胀速度快于熔模料所能承受的速度,导致模具破裂。也可能是由于混合熔模料时水粉比例不正确造成的。
选择错误的设备
虽然基本的窑炉可以产生热量,但真正的烧结炉提供可编程控制。设置特定的升温速率、保持温度和保持时间的能力并非奢侈品——它对于实现专业珠宝、牙科和工业应用所需的、可重复的高质量结果至关重要。
为您的目标做出正确选择
您的烧结策略必须与您的模型材料和预期结果相符。
- 如果您的主要重点是传统蜡铸造:标准的单平台烧结程序,峰值温度约为1350°F (730°C),是您可靠的基线。
- 如果您的主要重点是铸造3D打印树脂:您必须遵循树脂制造商推荐的特定(通常是多阶段)烧结程序,因为树脂的膨胀方式不同,需要更仔细的管理才能干净地烧掉。
- 如果您遇到铸造缺陷:首先,重新评估您的烧结循环。确保您的保持时间足以满足您的铸型尺寸,并且烤箱有足够的气流,因为烧结不完全是失败最常见的原因。
最终,掌握烧结炉就是掌握每个成功铸件赖以建立的基础。
总结表:
| 烧结炉主要功能 | 目的 |
|---|---|
| 脱蜡/熔化 | 去除大部分模型材料(蜡/树脂) |
| 烧结/焚烧 | 在高温下焚烧残留物 |
| 热浸/固化 | 固化并强化熔模 |
| 精确控温 | 防止模具开裂并确保完全烧结 |
| 充足气流 | 提供氧气以完全焚烧残留物 |
使用正确的设备实现完美的铸造效果。
正确执行的烧结循环是成功铸造的基础,可消除气孔和粗糙表面等缺陷。KINTEK专注于实验室设备和耗材,提供可靠、可编程的烧结炉,专为珠宝商、牙科技师和工业铸造专业人士的精确需求而设计。
让我们帮助您掌握这一关键步骤。我们的专业知识确保您获得适合您特定模型材料(无论是传统蜡还是现代3D打印树脂)的正确烤箱,每次都能保证清洁、可重复的结果。
立即联系 KINTEK,讨论您的烧结炉需求,提升您的铸造工艺。
图解指南