从根本上说,不,焊锡不能用于钎焊。 这两种工艺的区别在于一个特定的温度阈值,它决定了所使用的填充金属类型以及接头的最终强度。在高温钎焊应用中使用低温焊锡合金只会导致它在形成适当的钎焊结合之前就熔化并失效。
虽然焊锡和钎焊看起来相似,但它们是根本不同的冶金工艺,由一个关键因素定义:温度。钎焊在450°C(842°F)以上形成高强度结构结合,而焊锡在远低于该阈值的温度下形成较低强度的连接。混淆两者可能导致灾难性的接头失效。
分界线:温度与材料科学
要理解为什么这些工艺不能互换,我们必须首先建立区分它们的明确的行业标准定义。
450°C (842°F) 规则
最重要的区别是填充金属的熔点。
钎焊是一种连接工艺,使用熔点高于450°C(842°F),但低于待连接母材熔点的填充金属。
焊锡使用熔点低于450°C(842°F)的填充金属(焊料)。
温度如何决定一切
这种温差并非随意设定。它决定了可用作填充物的合金、所需的设备,以及最重要的是最终接头的机械性能。
钎焊中的高温允许使用铜、银和铝硅等坚固耐用的填充合金。焊锡则必然使用基于锡的较软、熔点较低的合金。

什么是钎焊?高温结合
钎焊旨在创建坚固、永久且通常是结构性的接头,能够承受显著的应力和高使用温度。
钎焊工艺
在钎焊过程中,填充金属被加热到略高于其熔点,并通过毛细作用被吸入母材之间的紧密间隙中。这种现象通常被称为润湿。
关键是,母材本身不会熔化。结合是通过填充金属扩散到母材表面层中形成的,从而建立强大的冶金连接。
钎焊填充金属
钎焊合金专为高温下的强度而设计。如参考文献所示,常见的填充物包括铜、铜银合金、镍合金和铝硅合金。
兼容的母材
由于其强度,钎焊用于连接各种工业材料,包括钢、不锈钢、铸铁、镍、铜、黄铜,甚至陶瓷。
什么是焊锡?低温连接
焊锡设计用于高强度次于其他因素的应用,例如导电性或避免对组件造成热损伤的需求。
焊锡工艺
焊锡的机制与钎焊相似——熔化的填充物流入接头——但它在低得多的温度下进行。
形成的结合主要是粘合性的,与母材的扩散非常有限。这就是为什么焊锡接头从根本上比钎焊接头弱的原因。
常用焊锡合金
典型的焊锡是锡基合金,通常与银、铜混合,或历史上与铅混合。选择这些材料是因为它们的低熔点和优异的导电性。
典型应用
焊锡是组装电子电路板的标准方法,因为低热量不会损坏敏感元件。它也广泛用于管道连接铜管,在这种情况下,接头需要防漏但不会承受极端的结构载荷。
理解权衡
在这两种工艺之间进行选择需要承认它们固有的折衷。
接头强度
钎焊产生的接头明显强于焊锡接头。正确钎焊的接头通常可以与母材一样坚固甚至更坚固。
焊锡产生的接头要弱得多,不适用于高应力或结构应用。
对材料的热影响
钎焊的高热量会影响母材。例如,它会使硬化钢退火或软化,这是设计中必须考虑的因素。
焊锡的低热输入是其主要优势,使其可以安全地连接脆弱或热敏的组件,这些组件会被钎焊温度破坏。
工艺复杂性
钎焊通常需要更精确的热控制和准备,通常涉及焊炬或受控气氛炉以防止氧化。
焊锡通常可以使用更简单的设备完成,例如烙铁或小型手持焊炬。
为您的应用做出正确选择
正确的工艺完全取决于最终产品的需求。
- 如果您的主要重点是结构完整性和高温性能: 钎焊是创建坚固、承重接头的唯一可接受的选择。
- 如果您的主要重点是连接热敏电子元件或确保导电性: 焊锡是防止元件损坏同时创建电路径的正确方法。
- 如果您的主要重点是在低应力应用(如管道)中实现简单、防漏的密封: 焊锡是标准、最易于使用且最安全的方法。
通过尊重这个基本的温度界限,您可以确保为您的项目选择正确、可靠和安全的连接方法。
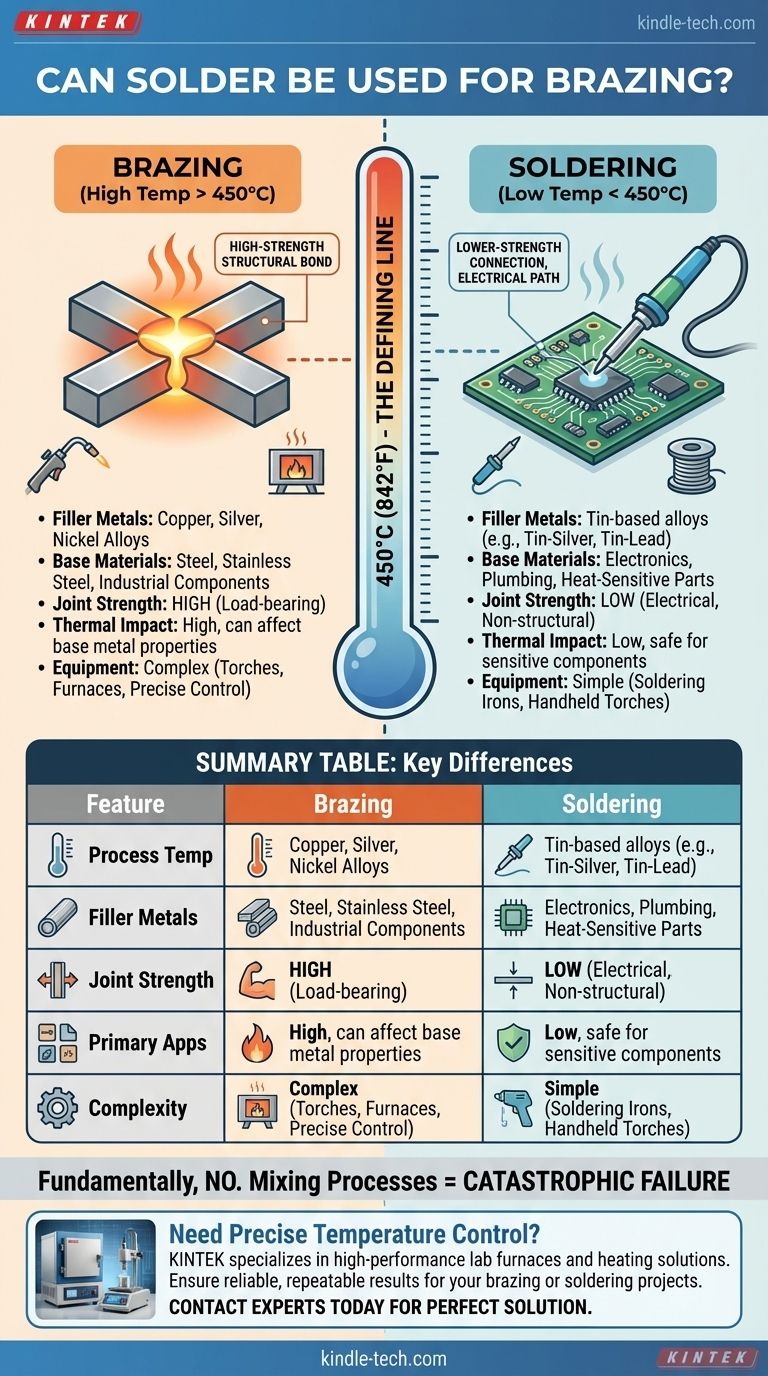
总结表:
| 特点 | 钎焊 | 焊锡 |
|---|---|---|
| 工艺温度 | 高于 450°C (842°F) | 低于 450°C (842°F) |
| 填充金属 | 铜、银、镍合金 | 锡基合金(例如,锡银、锡铅) |
| 接头强度 | 高(结构性、承重) | 低(电气性、非结构性) |
| 主要应用 | 钢、不锈钢、工业部件 | 电子产品、管道、热敏部件 |
| 设备复杂性 | 较高(焊炬、熔炉) | 较低(烙铁) |
需要适合您的钎焊或焊锡项目的设备吗? KINTEK 专注于高性能实验室熔炉和加热解决方案,以实现精确的温度控制。无论您是连接工业金属还是组装精密电子元件,我们的设备都能确保可靠、可重复的结果。立即联系我们的专家,为您的实验室需求找到完美的解决方案!
图解指南