是的,天然气可以用于钎焊,但有一个关键的注意事项:当与环境空气混合时,它很少有效。为了达到钎焊所需的高温,天然气必须在氧燃料焊枪中与纯氧结合。使用标准的空气-燃气焊枪将无法提供足够的加热以形成适当的钎焊结合。
虽然技术上可行,但由于火焰温度低,将天然气与标准焊枪的空气一起使用对于大多数钎焊应用来说是无效的。使用天然气成功钎焊的关键是升级到氧-天然气系统,该系统提供必要的加热,但与其他常用燃料气体相比,它有其自身的权衡。
为什么仅靠天然气不足以进行钎焊
钎焊的定义是将母材加热到高于 840°F (450°C) 的温度,以便填充金属能够熔化并流入接头。您使用的燃料必须能够有效地克服这个阈值。
关键障碍:火焰温度
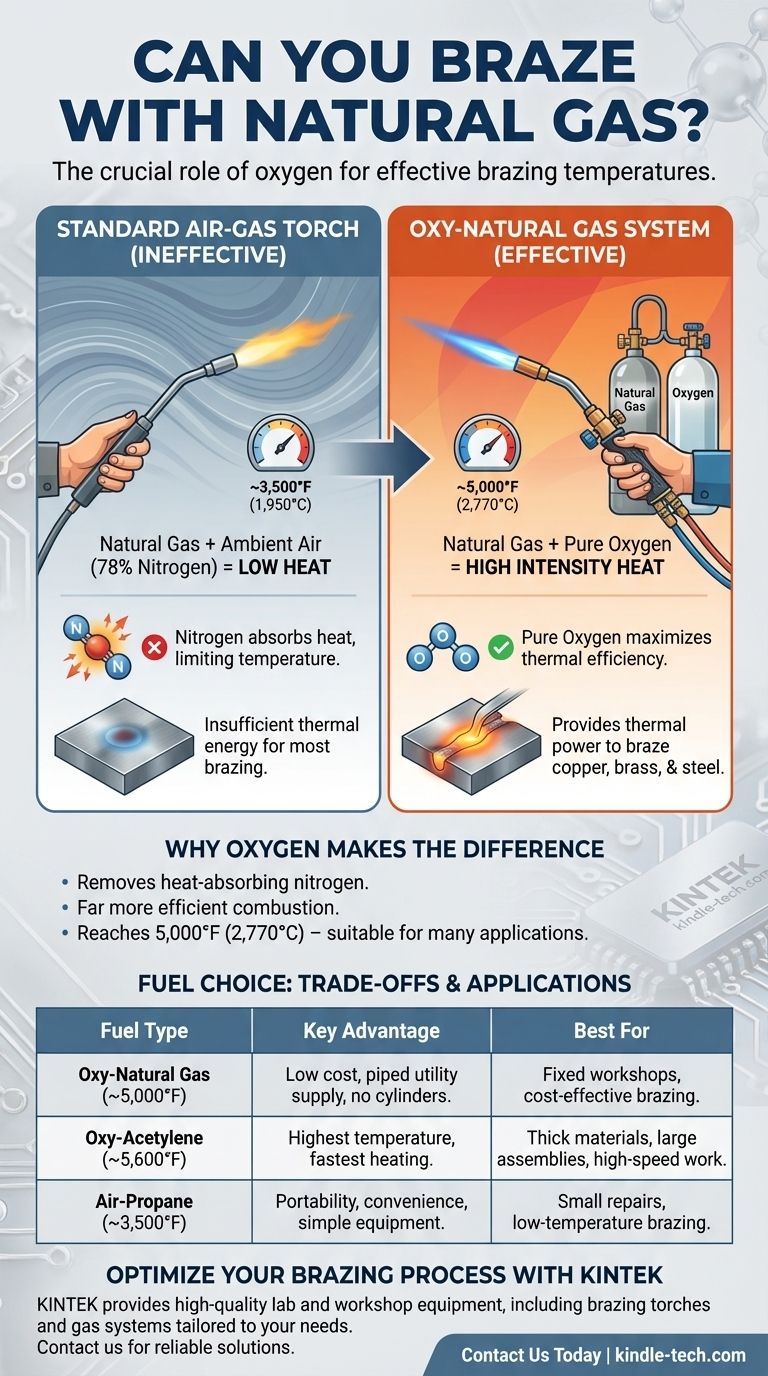
标准焊枪将燃料与环境空气混合,其中约 78% 是氮气,只有 21% 是氧气。这些氮气吸收了大量的热量,有效地限制了火焰的最高温度。
天然气和空气火焰的燃烧温度约为 3,500°F (1,950°C)。虽然这在技术上比许多钎焊合金的熔点高得多,但它为加热实际工件留下的热量“余地”非常小,因为工件会不断向周围环境散失热量。
热量输出(BTU)问题
火焰温度只是故事的一半;总热量输出同样重要。天然气的热值(每立方英尺 BTU)低于丙烷或乙炔等燃料。
可以这样想:一根火柴的尖端非常热,但它无法加热一个大的铁锅。天然气/空气火焰缺乏足够的热能密度,无法快速将除了最小、最薄的部件之外的任何东西加热到钎焊温度。

解决方案:引入氧气(氧-天然气)
要使天然气成为可行的钎焊燃料,您必须用纯氧代替空气。这被称为氧-天然气系统。
氧-天然气的工作原理
通过从方程式中去除吸热的氮气,燃烧反应变得更加高效和强烈。
氧-天然气火焰的燃烧温度更高,约为 5,000°F (2,770°C)。这提供了必要的热功率,可以快速有效地将各种厚度的金属加热到钎焊温度。
典型应用
氧-天然气是一种非常适合钎焊铜、黄铜和低碳钢等常见材料的工艺,特别是在天然气通过公用管道供应的制造车间。
了解权衡
选择燃料气体是基于性能、成本和便利性的决定。虽然功能上可行,但氧-天然气并不是最热或最强大的选择。
热量和速度:天然气与其他燃料的比较
氧-天然气火焰明显低于氧-乙炔火焰,后者可以达到 5,600°F (3,100°C) 以上。
这种温差意味着氧-天然气加热速度较慢。对于大型零件或导热快的金属(如厚铜),氧-乙炔将更快地完成工作。然而,对于大多数常见工作,氧-天然气的加热速度是完全足够的。
成本和便利性
这是天然气的主要优势。它通常是可用的最便宜的燃料气体,并且可以直接通过公用管道输送,无需管理、储存和重新填充沉重的气瓶。
相比之下,乙炔和氧气都需要租赁或购买气瓶,这些气瓶必须运输和处理,增加了大量的物流开销和成本。
火焰特性和接头清洁度
无论使用何种燃料,成功的钎焊都需要清洁的表面,没有阻止填充金属结合的氧化物。焊枪火焰本身在此处发挥作用。
正确调节的“中性”或略带“还原性”(富燃料)火焰有助于消耗接头表面的氧气,在加热过程中保护金属。这与使用助焊剂相结合,创造了钎焊合金正确流动所需的清洁化学环境。
为您的目标做出正确选择
最佳燃料气体完全取决于您的具体应用、预算和物流限制。
- 如果您的主要重点是固定车间的成本效益: 氧-天然气是钎焊铜、黄铜和钢的绝佳选择,提供低运营成本并消除气瓶管理。
- 如果您的主要重点是性能、速度和多功能性: 氧-乙炔系统提供最高的火焰温度,使其成为厚材料、大型组件和更快生产工作的理想选择。
- 如果您的主要重点是便携性和偶尔维修: 简单的空气-MAPP或空气-丙烷焊枪通常足以用于小型铜管的焊接和一些低温钎焊,提供最大的便利性。
最终,选择合适的燃料是关于将您能产生的热能与您特定项目的热量需求相匹配。
总结表:
| 燃料类型 | 火焰温度(带氧气) | 主要优势 | 最适合 |
|---|---|---|---|
| 氧-天然气 | ~5,000°F (2,770°C) | 成本低,管道公用事业供应 | 固定车间,经济高效的铜/钢钎焊 |
| 氧-乙炔 | ~5,600°F (3,100°C) | 最高温度,快速加热 | 厚材料,大型组件,高速作业 |
| 空气-丙烷 | ~3,500°F (1,950°C) | 便携性,便利性 | 小修,低温钎焊 |
准备好优化您的钎焊工艺了吗?
选择合适的燃料和设备对于获得坚固、清洁的钎焊接头至关重要。KINTEK 专注于提供高质量的实验室和车间设备,包括根据您的特定需求量身定制的钎焊焊枪和气体系统。无论您是在固定车间工作还是需要便携式解决方案,我们的专业知识都能确保您获得项目所需的热性能和效率。
立即通过我们的联系表与我们联系,讨论我们如何通过可靠的设备和专家指导支持您的钎焊应用。
图解指南