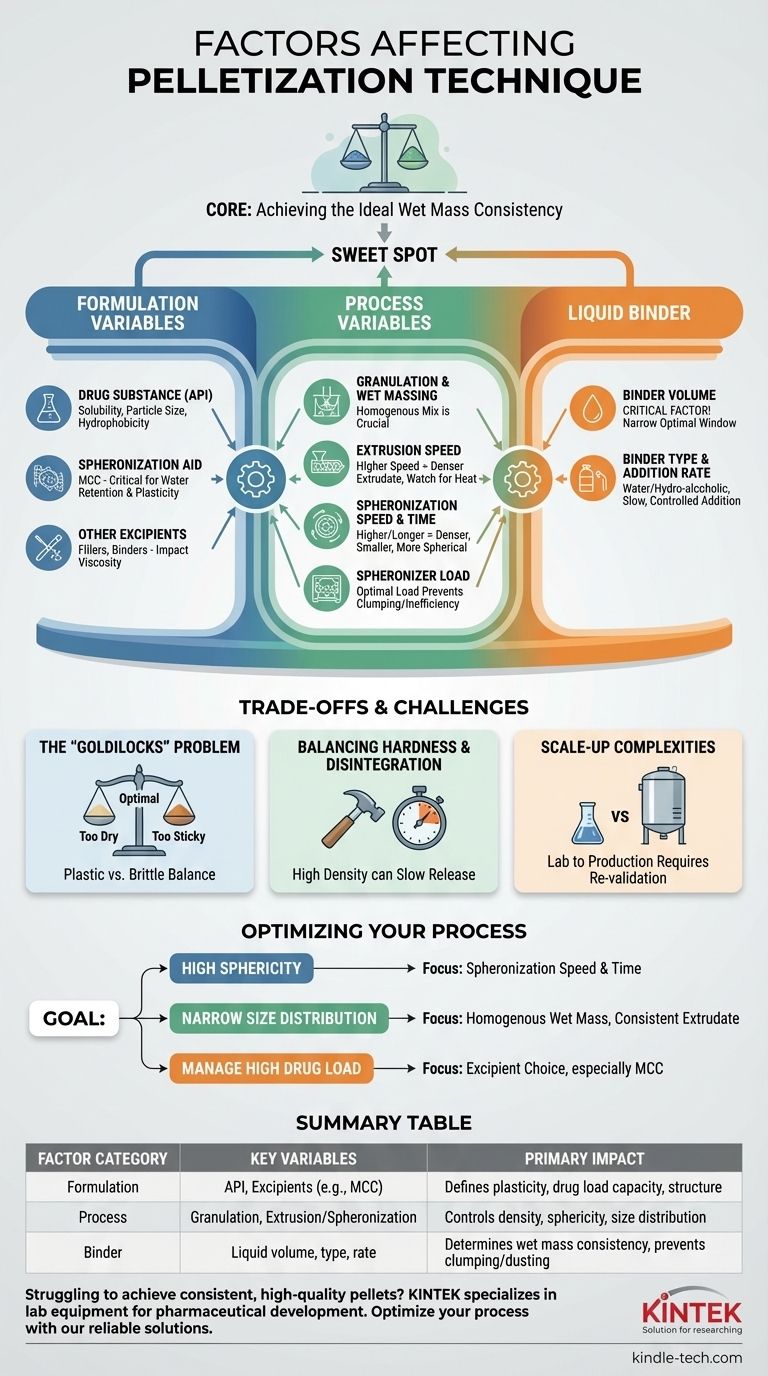
任何制粒技术的成功都取决于您使用的材料、设备上的设置以及将所有东西粘合在一起的液体之间的精确相互作用。最重要的因素是活性药物和赋形剂的性质(配方变量)、工艺步骤的速度和持续时间(工艺变量)以及所用液体粘合剂的数量和类型。
从根本上说,成功的制粒不是要优化单个变量,而是要在湿团块中实现理想的一致性。这个“最佳点”确保物料可以成型和致密化,而不会变得太脆弱或成为无法操作的粘性团块。
配方变量:颗粒的构建块
起始材料的特性从根本上决定了工艺的界限。仅靠工艺调整无法克服选择不当的成分。
药物物质(API)
活性药物成分(API)的性质是首要考虑因素。其溶解度、粒径和疏水性决定了它将如何与粘合液体和其他赋形剂相互作用。例如,非常高的药物载量会使形成适合挤出的塑性团块变得困难。
球化助剂
对于常见的挤出-球化技术,几乎总是需要像微晶纤维素(MCC)这样的赋形剂。MCC 至关重要,因为它能够吸收和保留大量水分,形成内聚的、塑性的湿团块,而不会变得过于粘稠。这一特性对于将物料塑造成球体至关重要。
其他赋形剂
额外的成分,如填充剂、粘合剂或崩解剂也起着作用。例如,水溶性填充剂会溶解在制粒液体中,从而改变其粘度并影响最终湿团块的一致性。

工艺变量:控制转化
这些是您在设备上控制的参数。它们决定了输入到系统中以将湿团块转化为成品颗粒的能量量。
制粒和湿团块形成
将干粉与液体粘合剂混合的初始步骤至关重要。目标是形成均匀的湿团块。液体分布不均将导致挤出物不一致,并最终导致颗粒尺寸分布宽泛且不可接受。
挤出速度
挤出机螺杆的速度将湿团块强制通过筛网或模具。较高的速度会增加施加到物料上的功,通常会产生更致密、更均匀的挤出物。然而,过高的速度会产生热量,这对敏感药物可能有害。
球化速度和时间
这是挤出棒被破碎和圆化的过程。较高的球化盘速度和较长的处理时间通常会产生更致密、更小、更球形的颗粒。然而,存在一个回报递减的点,过度的能量输入会导致颗粒磨损或融合。
球化负荷
添加到球化室中的挤出物的量会影响性能。填充不足的腔室可能导致球化效率低下和尺寸分布宽泛,而填充过多的腔室可能会阻碍颗粒运动,导致结块并妨碍均匀球化。
液体粘合剂的关键作用
固体颗粒与液体粘合剂之间的相互作用可以说是整个过程中最敏感的部分。
粘合剂体积
添加液体的量是最关键的单一因素。液体太少会导致干燥、易碎的挤出物,产生过多的粉尘并形成弱颗粒。液体太多会导致塑性过大、粘性团块,这些团块会聚集成大块、无法使用的团块,而不是离散的球体。最佳范围通常非常窄。
粘合剂类型和添加速率
虽然水是最常见的粘合剂,但有时会使用水醇体系。选择会影响干燥时间和 API 溶解度。此外,液体添加到干粉混合物中的速率会影响湿团块的均匀性。缓慢、受控的添加是避免局部过度润湿的关键。
理解权衡和挑战
实现所需的颗粒特性需要平衡相互竞争的因素并应对常见的陷阱。
湿团块的“金发姑娘”问题
理想的湿团块必须具有足够的塑性以便在不过度用力的情况下挤出,但又足够脆以便在球化器中破碎成短段。这个狭窄的处理窗口是工艺开发的核心挑战。
平衡硬度和崩解性
制造非常坚硬、致密的颗粒通常是可取的,以承受下游工艺(如包衣)。然而,这种增加的密度会显着减慢颗粒在给药后崩解和释放药物的能力。
放大复杂性
在小型实验室设备上完美运行的参数通常不能直接转化为更大的生产设备。几何形状和能量输入随规模变化,需要仔细的工艺重新验证。
优化您的制粒工艺
您的具体目标将决定在开发和控制过程中需要 সর্বাধিক关注哪些因素。
- 如果您的主要重点是实现高球形度: 优先优化球化速度和时间,同时确保您的湿团块具有正确的塑性一致性。
- 如果您的主要重点是窄粒径分布: 集中精力实现完全均匀的湿团块并保持一致、致密的挤出物。
- 如果您的主要重点是管理高药物载量: 您选择的赋形剂,特别是 MCC 的类型和等级,将是最关键的因素。
掌握这些相互关联的因素可以将制粒从一项复杂的挑战转变为精确且可重复的制造科学。
摘要表:
| 因素类别 | 关键变量 | 对颗粒的主要影响 |
|---|---|---|
| 配方 | API 特性、赋形剂(例如 MCC) | 决定塑性、药物载量能力和最终结构 |
| 工艺 | 制粒、挤出/球化速度和时间 | 控制密度、球形度和尺寸分布 |
| 粘合剂 | 液体体积、类型和添加速率 | 决定湿团块的一致性并防止结块/粉尘 |
在实现一致、高质量的颗粒方面遇到困难? KINTEK 专注于制药开发的实验室设备和耗材。我们的专业知识可以帮助您优化制粒工艺,从选择正确的赋形剂到微调您的球化参数。让我们为您提供成功放大配方所需的可靠设备和支持。立即联系我们的专家讨论您的具体挑战!
图解指南