本质上,共热解之所以重要,是因为它解决了标准热解的问题。通过将两种或多种不同材料(如生物质和塑料)一起处理,它产生了协同效应,从而改善了最终生物油的质量,提高了有价值产品的收率,并能够有效转化难以单独处理的复杂废物流。
共热解不仅仅是处理更多的废物;它是在热处理过程中,利用一种废物的化学性质来战略性地升级另一种废物,将低价值原料转化为高价值燃料和化学品。
单一原料热解的局限性
热解是在无氧条件下对有机材料进行热分解。作为一项技术,它已被使用了数百年,用于从木材中生产木炭等产品。然而,当应用于现代废物流时,处理单一类型的原料会带来重大挑战。
低质量生物油问题
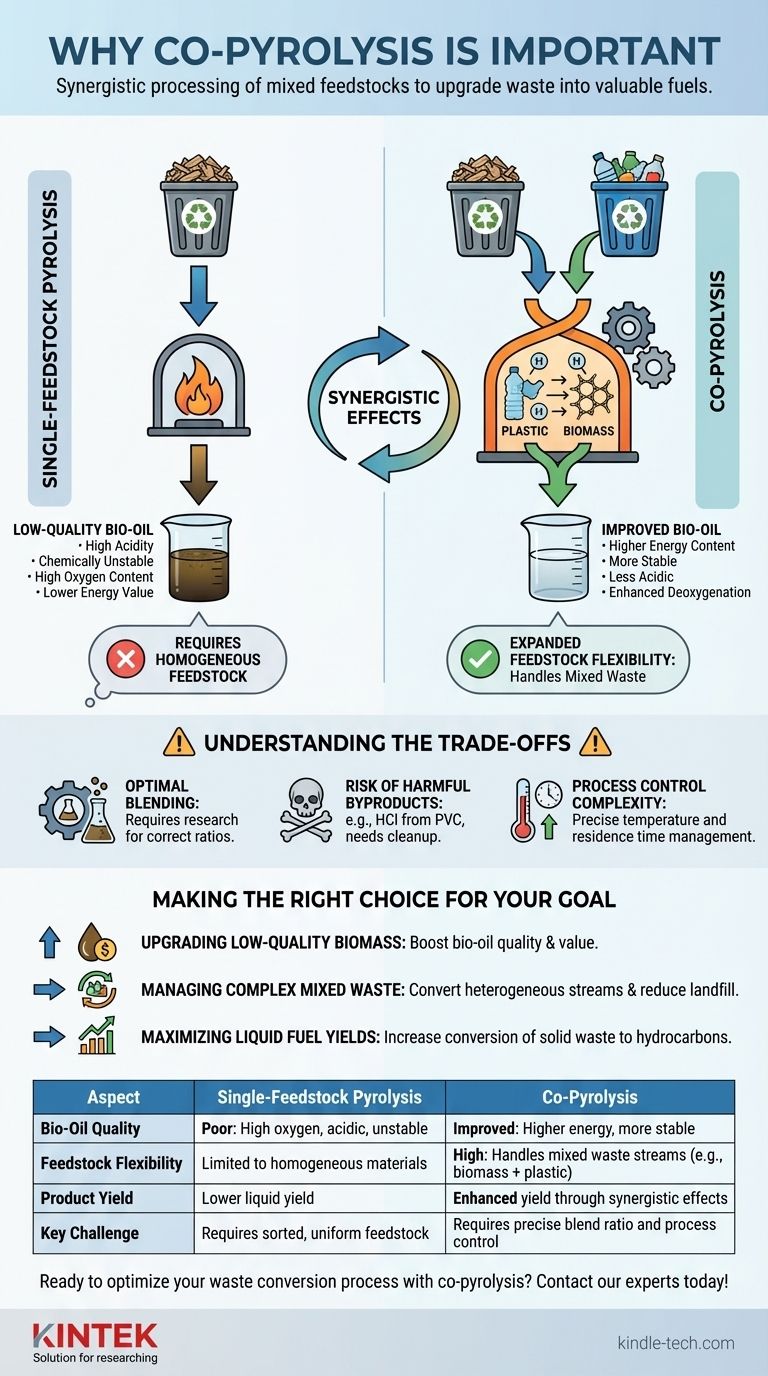
当单独热解生物质(如木材或农业废弃物)时,所得的液体燃料(称为生物油)通常质量较差。它往往具有高酸性、化学不稳定,并且氧含量高,这降低了其能量值。
原料均一性要求
标准热解最适用于均匀、可预测的原料。这在处理实际废物(如城市固体废物)时是一个主要缺点,因为城市固体废物是纸张、塑料、食物和其他材料的高度异质混合物。

共热解如何产生协同效应
共热解通过有意混合不同的原料来克服这些局限性,从而在反应器内产生有益的化学相互作用。最常见的例子是生物质和塑料的共热解。
改善燃料质量
塑料富含氢,具有高热值。当与生物质共热解时,来自分解塑料的氢充当“供体”。这有助于从生物质衍生的化合物中去除氧,这一过程称为脱氧。
结果是得到一种更稳定、酸性更低、能量含量更高的生物油,使其成为升级为运输燃料的更好选择。
提高产品收率
不同原料之间的相互作用可以产生催化效应。一种材料产生的自由基和化合物可以影响另一种材料的分解途径,通常会导致比单独热解每种材料并混合结果所能达到的更高收率的所需液体(生物油)或气体产品。
扩大原料灵活性
共热解为转化混合废物流提供了一个强大的技术解决方案。它消除了对昂贵且往往不完善的分类过程的需求,允许设施直接处理混合塑料或生物质与塑料的混合物,这更准确地反映了实际废物的组成。
了解权衡
虽然功能强大,但共热解也带来了其自身的一系列复杂性,需要仔细管理。它并非一个普遍简单的解决方案。
最佳混合的挑战
协同效应高度依赖于混合比例。不正确的生物质与塑料比例可能无法产生预期的益处,甚至导致产品质量下降。找到最佳混合物需要大量的研究和过程控制。
有害副产物的风险
共处理某些材料可能会产生不良或有毒化合物。例如,热解含有氯的塑料(如PVC)会产生腐蚀性的盐酸(HCl)或有毒的二噁英,这需要额外的下游净化系统。
过程控制复杂性
不同的材料在不同的温度和速率下分解。管理共热解反应器需要精确控制温度和停留时间,以确保两种原料都能高效转化,而不会影响过程。
为您的目标做出正确选择
共热解应被视为一种战略工具,当其特定优势与您的主要目标一致时,即可部署。
- 如果您的主要重点是升级低质量生物质:与富含氢的原料(如塑料)进行共热解是改善生物油质量和价值最有效的方法之一。
- 如果您的主要重点是管理复杂的混合废物:共热解提供了一条强大的途径,可以将城市固体废物等异质流转化为有价值的产品,同时减少垃圾填埋量。
- 如果您的主要重点是最大化液体燃料收率:共热解的协同效应可以增加固体废物向有价值液态碳氢化合物的转化,从而提高整体过程效率。
最终,共热解将废物异质性的挑战转化为化学优势的机会。
总结表:
| 方面 | 单一原料热解 | 共热解 |
|---|---|---|
| 生物油质量 | 差:高氧、酸性、不稳定 | 改善:能量更高、更稳定 |
| 原料灵活性 | 限于均质材料 | 高:处理混合废物流(例如,生物质 + 塑料) |
| 产品收率 | 液体收率较低 | 通过协同效应提高收率 |
| 主要挑战 | 需要分类、均匀的原料 | 需要精确的混合比例和过程控制 |
准备好通过共热解优化您的废物转化过程了吗? KINTEK 专注于热解研发的先进实验室设备和耗材。无论您是探索最佳混合比例还是扩大混合废物处理规模,我们的解决方案都能帮助您获得更高质量的生物燃料和更高的效率。立即联系我们的专家,讨论我们如何支持您实验室的热解创新目标。
图解指南