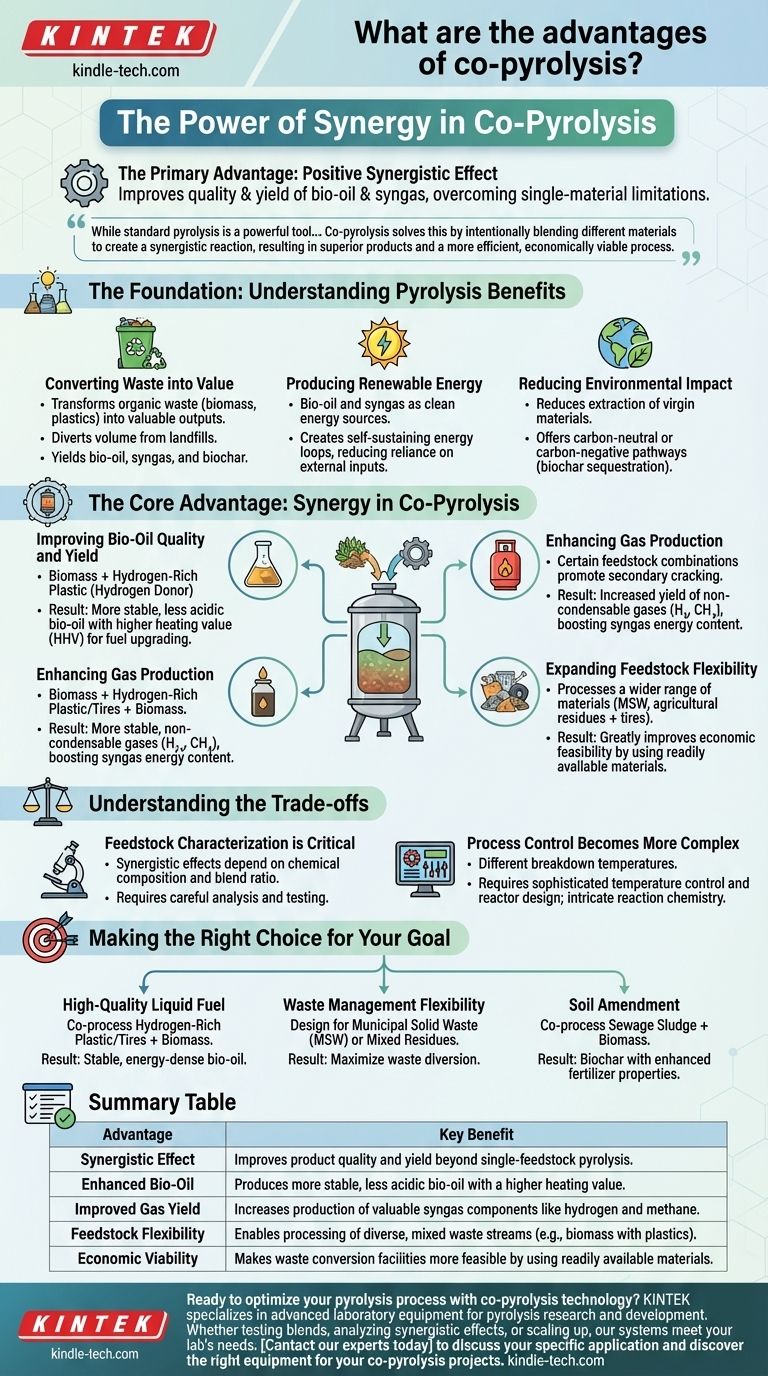
共热解的主要优势在于同时处理多种不同原料时产生的积极协同效应。这种相互作用改善了生物油和合成气等有价值产品的质量和产量,同时克服了单一材料热解的局限性。它利用了热解的固有优势——将废物转化为能源——并对其进行了战略性增强。
虽然标准热解是将废物转化为价值的强大工具,但其产出可能不稳定或质量低下。共热解通过有意混合不同材料来解决这个问题,从而产生协同反应,获得更优质的产品和更高效、经济上更可行的过程。
基础:理解热解的益处
在详细介绍共热解的具体优势之前,了解热解本身的价值至关重要。这种热分解过程构成了增强型共热解技术的基础。
将废物转化为价值
热解将有机废弃物,如农业残余物、木材废料和塑料,转化为有价值的产出。这大大减少了垃圾填埋场的废物量。
该过程产生高能量密度的液体燃料(生物油)、可燃气体(合成气)和富含碳的固体材料(生物炭)。
生产可再生能源
生产的生物油和合成气可用作清洁能源,为化石燃料提供可再生的替代品。
这创造了一个自我维持的能源循环,该过程通常可以自我供电,减少对外部能源输入的依赖。
减少环境影响
通过利用废物流,热解减少了开采原始原材料的需求。
它为能源生产提供了一条碳中和途径,甚至可以通过将碳固存在稳定的生物炭中实现碳负排放,这有助于减少温室气体排放。

核心优势:共热解中的协同作用
共热解不仅仅是同时处理两种物质;它关乎一种原料如何改善另一种原料的分解。最常见和有效的应用是生物质与其他材料(如塑料或污泥)的共热解。
改善生物油质量和产量
生物质本身产生的生物油通常是酸性的、不稳定的,并且氧含量高,这降低了其能量值。
另一方面,塑料富含氢。当与生物质共热解时,塑料中的氢可以充当氢供体,导致脱氧反应。
这种协同作用使生物油更稳定、酸性更低,并具有更高的热值(HHV),使其成为升级为运输燃料的更好选择。
增强气体生产
某些原料组合可以在共热解过程中促进二次裂解反应。
这可以增加合成气组分中宝贵的非冷凝气体的产量,如氢气和甲烷,从而提高其总能量含量。
扩大原料灵活性
许多设施受到单一、稳定废物类型的可用性限制。
共热解允许处理更广泛、更实际的可用材料,例如混合城市固体废物或农业残余物与废轮胎的组合。这大大提高了设施的经济可行性。
理解权衡
虽然功能强大,但共热解引入了在处理单一、均匀原料时不存在的复杂性。
原料表征至关重要
协同效应高度依赖于原料的化学成分及其混合比例。
要获得最佳结果,需要仔细分析和测试以找到正确的配方。不当的混合可能会产生不良结果,甚至引入不必要的污染物。
过程控制变得更加复杂
不同的材料在不同的温度和速率下分解。管理混合原料需要更复杂的温度控制和反应器设计。
反应化学更复杂,使得在没有经验数据的情况下难以预测最终产品的确切组成。
根据您的目标做出正确选择
理想的共热解策略完全取决于您期望的结果。
- 如果您的主要重点是高质量液体燃料:将富氢材料(如废塑料或轮胎)与生物质共同处理,以生产更稳定、能量更密集的生物油。
- 如果您的主要重点是废物管理灵活性:设计该过程以处理可变输入,如城市固体废物(MSW)或混合农业残余物,以最大限度地实现废物转移。
- 如果您的主要重点是土壤改良:将生物质与富含营养的材料(如污水污泥)共同处理,以生产具有增强肥料特性的生物炭。
最终,共热解通过将原料可变性从挑战转变为战略优势,提升了成熟的技术。
摘要表:
| 优势 | 主要益处 |
|---|---|
| 协同效应 | 超越单一原料热解,提高产品质量和产量。 |
| 增强型生物油 | 生产更稳定、酸性更低、热值更高的生物油。 |
| 改进的气体产量 | 增加氢气和甲烷等有价值合成气组分的产量。 |
| 原料灵活性 | 能够处理多样化的混合废物流(例如,生物质与塑料)。 |
| 经济可行性 | 通过使用现成的材料,使废物转化设施更具可行性。 |
准备好利用共热解技术优化您的热解过程了吗?
KINTEK 专注于热解研发的先进实验室设备。无论您是测试原料混合物、分析协同效应,还是扩大您的工艺规模,我们精密可靠的系统都旨在满足您实验室的需求。
让我们帮助您在废物能源转化方面取得卓越成果。立即联系我们的专家,讨论您的具体应用,并为您的共热解项目找到合适的设备。
图解指南