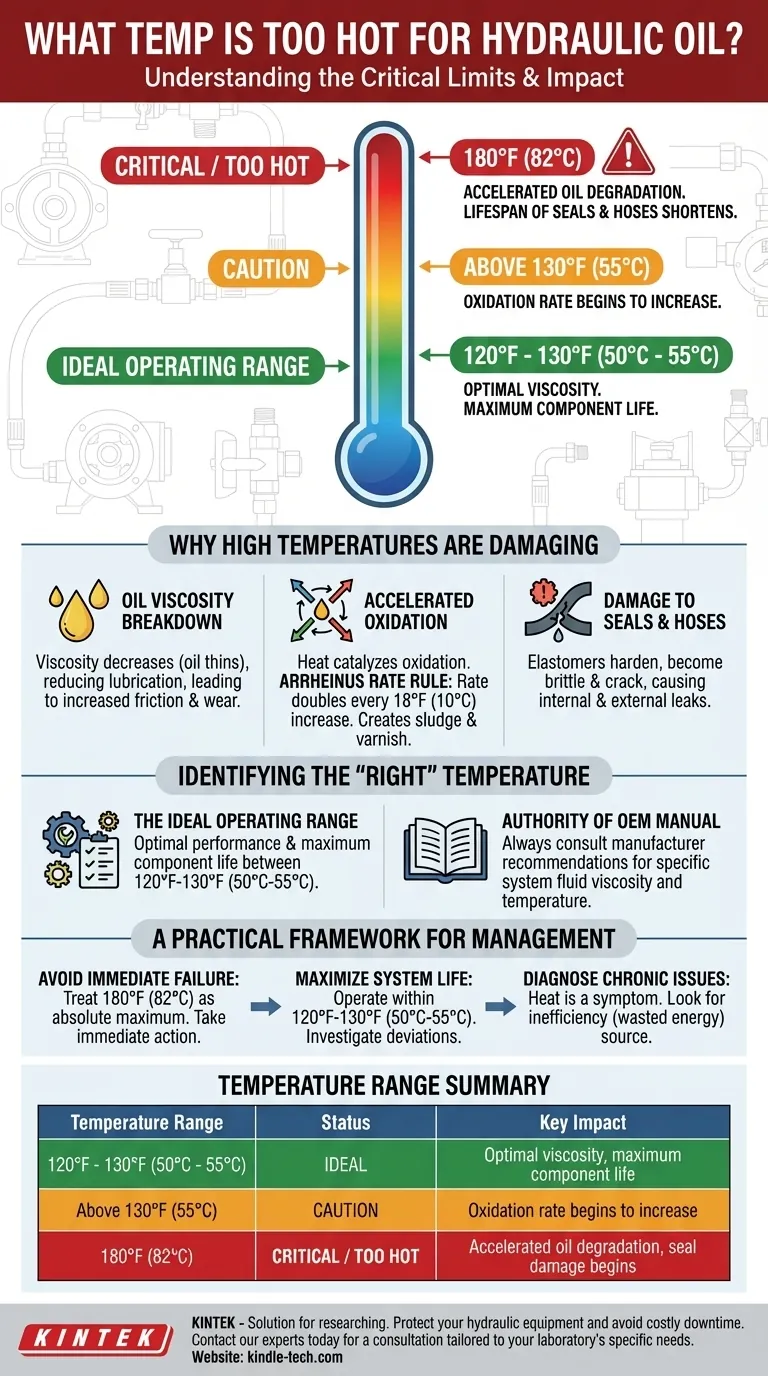
一般来说,当液压油温度超过 180°F (82°C) 时,就会变得危险并可能造成损坏。此时,油液降解速度显著加快,密封件和软管的寿命开始缩短。然而,这个数字是一个上限,而不是目标。
核心问题并非单一的“过热”数字,而是热量、油液粘度与化学分解速率之间的基本关系。温度每升高一度,都会缩短油液寿命和系统可靠性。
为什么高温如此具有破坏性
热量是液压系统的主要敌人。它不仅仅使事物变热;它还会积极地降解组件和作为系统命脉的流体。
油液粘度分解
液压油最重要的特性是其粘度,即其流动阻力。系统设计为在特定粘度下运行,以在运动部件之间形成强大的润滑膜。
随着温度升高,粘度降低——油液变得更稀。这种变稀会降低油液的润滑能力,导致金属与金属之间的接触、摩擦和磨损增加。
加速氧化
热量是氧化的催化剂,氧化是油液与氧气之间的化学反应。这个过程是油液老化的主要原因。
一个公认的原理,阿伦尼乌斯速率定律指出,温度每升高 18°F (10°C),氧化速率就会翻倍。这意味着在 140°F (60°C) 下可能持续 2000 小时的油液,在 176°F (80°C) 下可能只能持续 500 小时。
氧化会产生油泥和清漆等副产物,这些物质会堵塞过滤器、粘住阀门并覆盖内部表面,进一步阻碍散热。
对密封件和软管的损坏
液压系统中的密封件、O形圈和软管通常由弹性体材料制成。长时间暴露在高温下会导致这些材料硬化、变脆并开裂。
这会导致内部和外部泄漏,降低系统压力,造成流体损失,并产生安全隐患。

确定系统“正确”的温度
虽然 180°F (82°C) 是上限,但远非理想。在更窄、更低的温度范围内才能实现最佳性能和最长组件寿命。
理想操作范围
大多数液压系统设计为在油温介于 120°F 至 130°F (50°C 至 55°C) 之间时运行效率最高。
在此范围内运行可保持油液的理想粘度,最大限度地降低降解速率,并确保所有系统组件的寿命。
OEM 手册的权威性
设备温度限制最权威的来源是原始设备制造商 (OEM)。
制造商已指定组件并设计了系统,使其与特定粘度的流体配合使用。务必查阅维修手册以获取具体的温度建议。
了解权衡和常见原因
温度管理是平衡性能和寿命的问题。忽视高温会带来重大的操作和财务风险。
过热的真正代价
系统运行过热是一个代价高昂的决定。后果包括组件磨损增加、计划外停机维修、由于加速老化导致流体消耗增加以及机器效率降低。
过热的常见原因
热量是症状,而不是根本原因。如果您的系统运行过热,原因通常是以下之一:
- 内部泄漏:磨损的泵、电机或阀门内部泄漏。
- 系统效率低下:不正确的压力设置或流量限制。
- 冷却不足:堵塞或尺寸过小的热交换器(散热器)。
- 油箱液位低:没有足够的油液进行适当的休息和冷却。
温度管理的实用框架
您对液压温度的处理方法应该是主动的,而不是被动的。使用这些指南根据您的操作优先级做出明智的决定。
- 如果您的主要重点是避免立即故障:将 180°F (82°C) 视为您的绝对最大值,如果温度超过此值,请立即采取纠正措施。
- 如果您的主要重点是最大系统寿命和可靠性:在 120°F 至 130°F (50°C 至 55°C) 的最佳范围内运行,并调查任何持续的偏差。
- 如果您正在诊断慢性过热问题:请记住,热量是由浪费的能量产生的,因此请寻找效率低下的根源,而不仅仅是试图冷却油液。
最终,主动的温度管理是确保液压系统长期健康和可靠性的最有效策略。
总结表:
| 温度范围 | 状态 | 关键影响 |
|---|---|---|
| 120°F - 130°F (50°C - 55°C) | 理想 | 最佳粘度,最长组件寿命 |
| 高于 130°F (55°C) | 注意 | 氧化速率开始增加 |
| 180°F (82°C) | 临界 / 过热 | 油液加速降解,密封件开始损坏 |
保护您的液压设备,避免代价高昂的停机时间。 KINTEK 专注于实验室设备和耗材,包括用于监测和维护最佳流体条件的解决方案。我们的专业知识可以帮助您确保系统的可靠性和寿命。 立即联系我们的专家,获取针对您实验室特定需求的咨询。
图解指南