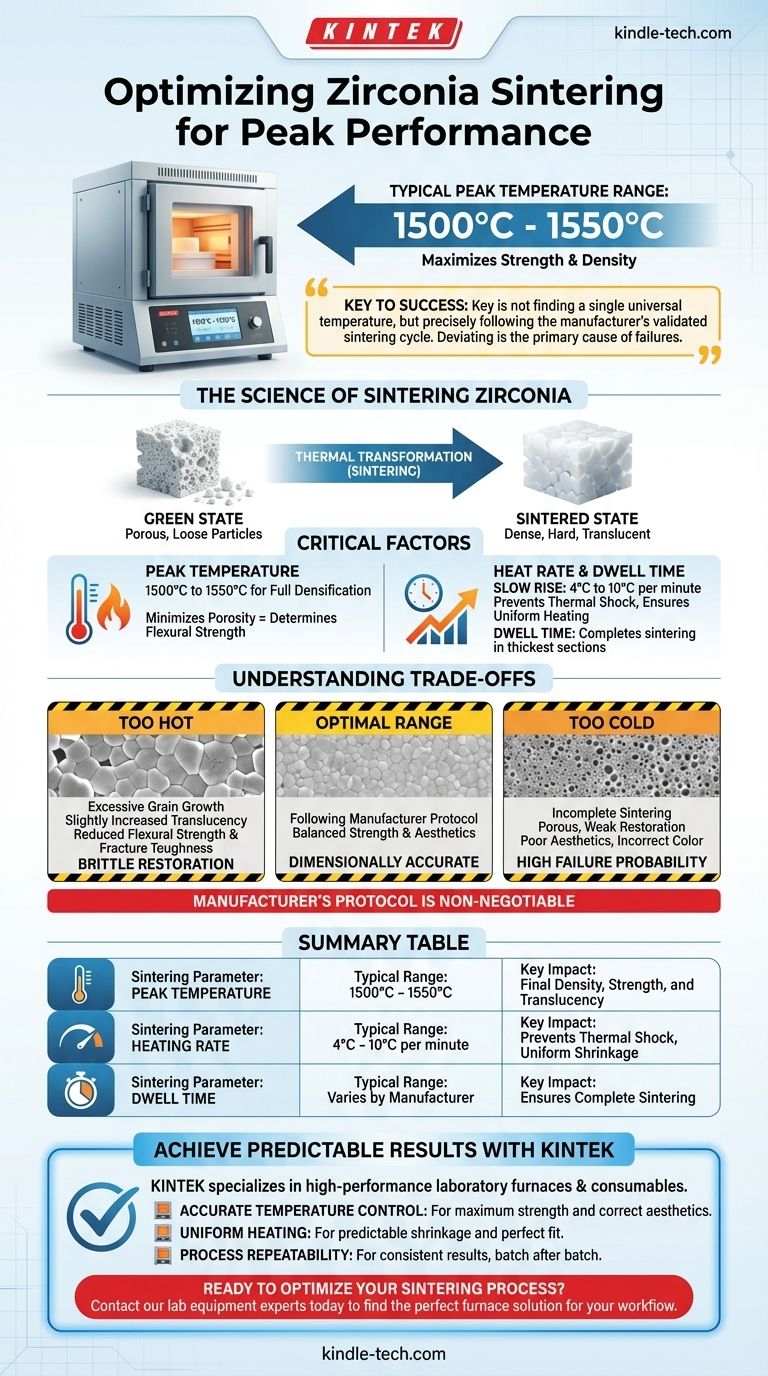
在大多数情况下,氧化锆的烧制——更准确地说是烧结——峰值温度在1500°C到1550°C之间。在此范围内,材料通常能达到其最大强度和密度。然而,这只是一个通用指南,精确的温度和加热程序完全取决于具体的氧化锆产品和制造商的说明。
氧化锆成功的关键不是找到一个单一的通用温度,而是精确遵循制造商验证过的烧结周期。偏离此协议是导致强度、密合度和美观性失败的主要原因。
氧化锆烧结的科学
烧结是一个热转化过程。它将多孔的、粉笔状的预烧结氧化锆修复体转化为致密、坚硬、半透明的陶瓷结构。了解这个过程是避免常见问题的关键。
从多孔到致密
在预烧结或“生坯”状态下,铣削后的氧化锆修复体由松散堆积的陶瓷颗粒组成。烧结周期施加受控的热量,使这些颗粒结合并融合在一起,消除它们之间的空隙,并将修复体收缩到最终的致密形态。
为什么温度决定强度
烧结周期的峰值温度与材料的最终密度直接相关。研究表明,达到1500°C至1550°C的范围对于大多数传统氧化锆类型(如3Y-TZP)实现完全致密化至关重要。此过程最大限度地减少了孔隙率,而孔隙率是决定材料最终抗弯强度和断裂韧性的主要因素。
加热速率和保温时间的关键作用
烧结不仅仅是关于峰值温度。温度升高速率同样重要。大多数制造商规定缓慢的升温,通常在每分钟4°C到10°C之间。缓慢、受控的升温可以防止热冲击,并确保整个修复体均匀受热,这对于可预测的收缩和防止内部应力至关重要。
一旦达到峰值温度,修复体将保持一段时间——称为保温时间——以确保烧结过程在牙冠或牙桥最厚的部分完全完成。

理解权衡
稍微改变烧结周期可能会对最终修复体产生显著且通常有害的影响。简单地追求“更热”或“更快”的周期是一个常见的错误。
“过热”问题:晶粒生长
超过制造商推荐的峰值温度可能会导致氧化锆晶体结构内晶粒过度生长。虽然这可能会略微增加半透明度,但通常会以降低抗弯强度和断裂韧性为代价,使修复体更脆。
“过冷”问题:烧结不完全
在低于推荐范围的温度下烧制问题更大。如果氧化锆未能达到其理想的烧结温度,它将无法完全致密化。这将导致多孔、脆弱的修复体,美观性差、颜色不正确,并且过早失效的可能性很高。
制造商的协议不可协商
不同的氧化锆配方(例如,高强度后牙用与高半透明前牙用)具有独特的化学成分。每个制造商都投入大量资源来开发经过验证的烧结协议,以完美平衡其特定材料的强度、半透明度和尺寸精度。将“氧化锆A”的协议用于“氧化锆B”的坯块将导致不可预测和不合格的结果。
每次都获得可预测的结果
您的目标是消除变量并产生一致、高质量的结果。关键在于精确和遵循经过验证的流程。
- 如果您的主要关注点是最大强度和耐用性:严格遵守制造商的标准烧结周期,确保您的炉子经过校准,能够准确达到目标峰值温度(通常为1500-1550°C)。
- 如果您的主要关注点是高美观性和半透明度:使用专门为前牙设计的氧化锆材料,并遵循其独特的烧结协议,该协议可能使用略微不同的峰值温度或周期时间。
- 如果您遇到不一致的结果(例如,密合度差、强度低、颜色偏差):您的首要行动应该是验证和校准您的炉子温度,然后仔细重新确认您正在使用与当前氧化锆坯块完全匹配的正确周期。
最终,掌握氧化锆是一门精确的学问,而不是近似。
总结表:
| 烧结参数 | 典型范围 | 主要影响 |
|---|---|---|
| 峰值温度 | 1500°C - 1550°C | 决定最终密度、强度和半透明度。 |
| 加热速率 | 每分钟4°C - 10°C | 防止热冲击并确保均匀收缩。 |
| 保温时间 | 因制造商而异 | 确保最厚部分的完全烧结。 |
在每个烧结周期中实现一致、高质量的氧化锆修复体。
您的成功取决于精确的温度控制和可重复的工艺。KINTEK专注于高性能实验室炉和耗材,为牙科实验室提供遵循制造商协议所需的可靠设备。
我们帮助您消除变量并确保:
- 精确的温度控制:实现最大强度和正确的美观性。
- 均匀加热:实现可预测的收缩和完美密合。
- 工艺可重复性:确保批次之间结果一致。
准备好优化您的烧结过程了吗? 立即联系我们的实验室设备专家,为您的特定氧化锆材料和工作流程找到完美的炉解决方案。
图解指南