氩气是大多数焊接应用的标准保护气体,主要因为它明显更便宜,并且能产生更稳定、容错性更好的焊接电弧。这种成本效益和易用性的结合使其成为绝大多数TIG(GTAW)焊接任务中优于氦气的默认选择。
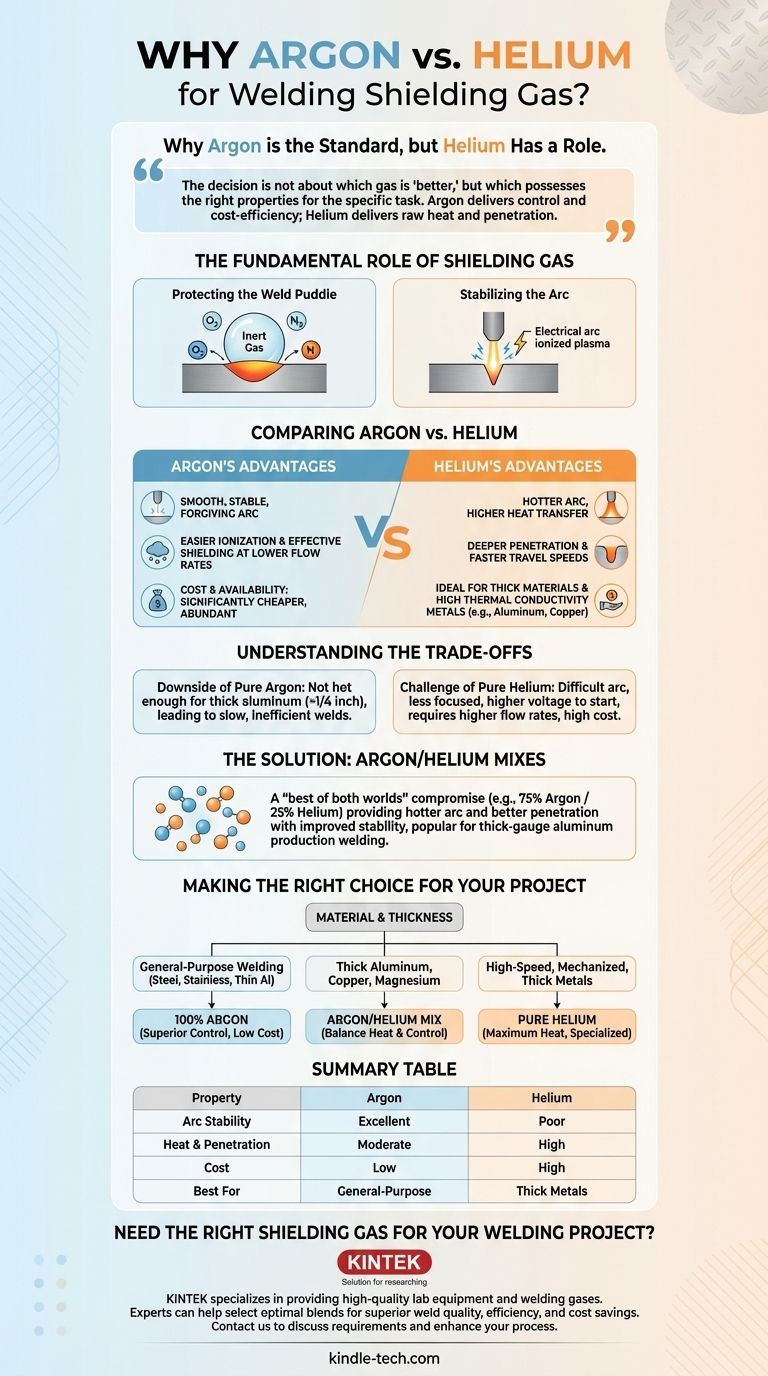
在氩气和氦气之间做出的选择,并非哪个气体普遍“更好”,而是哪个气体具备针对特定任务的正确物理特性。氩气提供控制和成本效益,而氦气则为要求更高的应用提供原始热量和熔深。
保护气体的基本作用
要理解这个选择,我们必须首先认识到保护气体在TIG焊接过程中执行的两个关键功能。
保护焊池
保护气体的首要任务是排开周围的大气。它在熔融的焊池周围形成一个惰性气泡,保护焊池免受氧气、氮气和水蒸气的侵害,这些物质否则会导致气孔和脆性等严重缺陷。
稳定电弧
气体还充当电流电弧的介质。焊机产生的高电压使气体电离,将其转变为等离子体,从而在钨电极和工件之间传导电流。这种等离子体的特性直接影响电弧的稳定性、热量和整体特性。

氩气与氦气的比较
氩气和氦气的不同物理特性决定了它们作为保护气体的性能。
电弧稳定性和控制(氩气的优势)
氩气比氦气更容易电离。这种较低的电离电位意味着启动和维持焊接电弧所需的电压更低。
结果是形成了一个极其平稳、稳定且集中的电弧,对电极与工件之间的距离(电弧长度)的变化不那么敏感。这种容错性对于手动焊接来说是无价的,因为在手动焊接中,保持完美稳定的手部非常困难。
此外,氩气的密度大约是氦气的十倍。这种密度使得它能够在较低的流量下提供有效的保护覆盖,进一步降低了运行成本。
热量和熔深(氦气的优势)
氦气的导热性远高于氩气。当电离成等离子体时,它能更有效地传递热量。
这会产生明显更热的电弧,这在焊接较厚的材料或那些会快速将热量从焊缝中带走的金属(如铝和铜)时是一个主要优势。更热的电弧可以实现更深的焊缝熔深和更快的焊接速度。
成本和可用性(氩气的决定性胜利)
氩气是地球大气中丰度第三的气体,通过空气分离生产相对简单且便宜。
相比之下,氦气是一种有限的资源,从天然气中提取。它稀有得多,因此价格也高得多。这个成本差异通常是生产环境中选择气体的最重要因素。
了解权衡
没有一种气体适用于所有情况。选择正确的材料需要平衡它们的优点和缺点。
纯氩气的缺点
尽管稳定且可控,但纯氩气电弧可能不足以焊接非常厚的铝板(>1/4英寸)。这可能导致工作效率低下或焊缝缺乏必要的熔合和熔深。
纯氦气的挑战
氦气的主要缺点是其难以控制的电弧特性。电弧的聚焦性较差,对电弧长度的变化非常敏感,使得手动控制变得具有挑战性。它还需要更高的电压才能启动,这对某些电源来说可能是一个问题。其低密度意味着需要更高的气体流量才能获得足够的保护,加剧了其本已很高的成本。
解决方案:氩/氦混合气
对于许多要求较高的应用,最佳解决方案是混合气体。将氦气添加到氩气中(例如,75% 氩气 / 25% 氦气混合物)提供了一种“兼顾两者之长”的折衷方案。
您将获得比纯氩气更热的电弧和更好的熔深,同时保留了纯氦气所缺乏的大部分电弧稳定性和控制力。这使得混合气体成为厚规格铝材生产焊接中的热门选择。
为您的项目做出正确的选择
您的材料、厚度和焊接目标应决定您的保护气体选择。
- 如果您的主要重点是钢、不锈钢或薄铝的通用焊接: 100% 氩气是您的最佳选择,因为它具有卓越的控制力、电弧稳定性和低成本。
- 如果您的主要重点是焊接厚铝、铜或镁: 氩/氦混合气(通常含 25-75% 氦气)是实现必要热输入同时保持良好电弧控制的理想选择。
- 如果您的主要重点是厚导热金属的高速机械化焊接: 纯氦气可能是合理的选择,因为它能提供最大的热量和焊接速度,但这是一种特殊应用,工艺控制至关重要。
通过了解这些特性,您可以从仅仅遵循图表转变为有策略地选择正确的保护气体,以获得高质量的焊缝。
总结表:
| 特性 | 氩气 | 氦气 |
|---|---|---|
| 电弧稳定性 | 优秀(易于电离) | 较差(对电弧长度敏感) |
| 热量和熔深 | 中等 | 高(厚金属的理想选择) |
| 成本 | 低(储量丰富) | 高(有限资源) |
| 最适合 | 通用焊接(钢、薄铝) | 厚铝、铜、高速焊接 |
需要为您的焊接项目选择合适的保护气体?
KINTEK 专注于提供高质量的实验室设备和耗材,包括根据您的特定需求定制的焊接气体和用品。无论您是处理钢、铝还是其他金属,我们的专家都可以帮助您选择最佳的气体混合物,以实现卓越的焊接质量、效率和成本节约。
立即联系我们,讨论您的要求,让 KINTEK 提升您的焊接工艺!
图解指南