关键在于,钎焊棒的熔化温度必须低于被连接的钢材。 这是钎焊过程的决定性原则。该过程的工作原理是熔化填充金属(钎焊棒),使其流入未熔化的固体钢部件之间的间隙,冷却后形成牢固的冶金结合。
钎焊的基本规则是填充金属熔化,而母材保持固态。因此,钎焊棒的熔点总是显著低于其所连接的钢材,这使得它能够在不熔化或不扭曲钢材核心结构的情况下形成结合。
核心原理:为什么钎焊依赖于较低的熔点
填充金属和母材之间的温差不仅仅是一个细节——它是该过程的全部基础,也是其与焊接的区别所在。
定义钎焊与焊接
钎焊和焊接之间的主要区别在于过程中母材的状态。
在焊接中,母材本身被加热到熔点并熔合在一起,通常会使用填充材料。目标是创建一个单一的、连续的金属件。
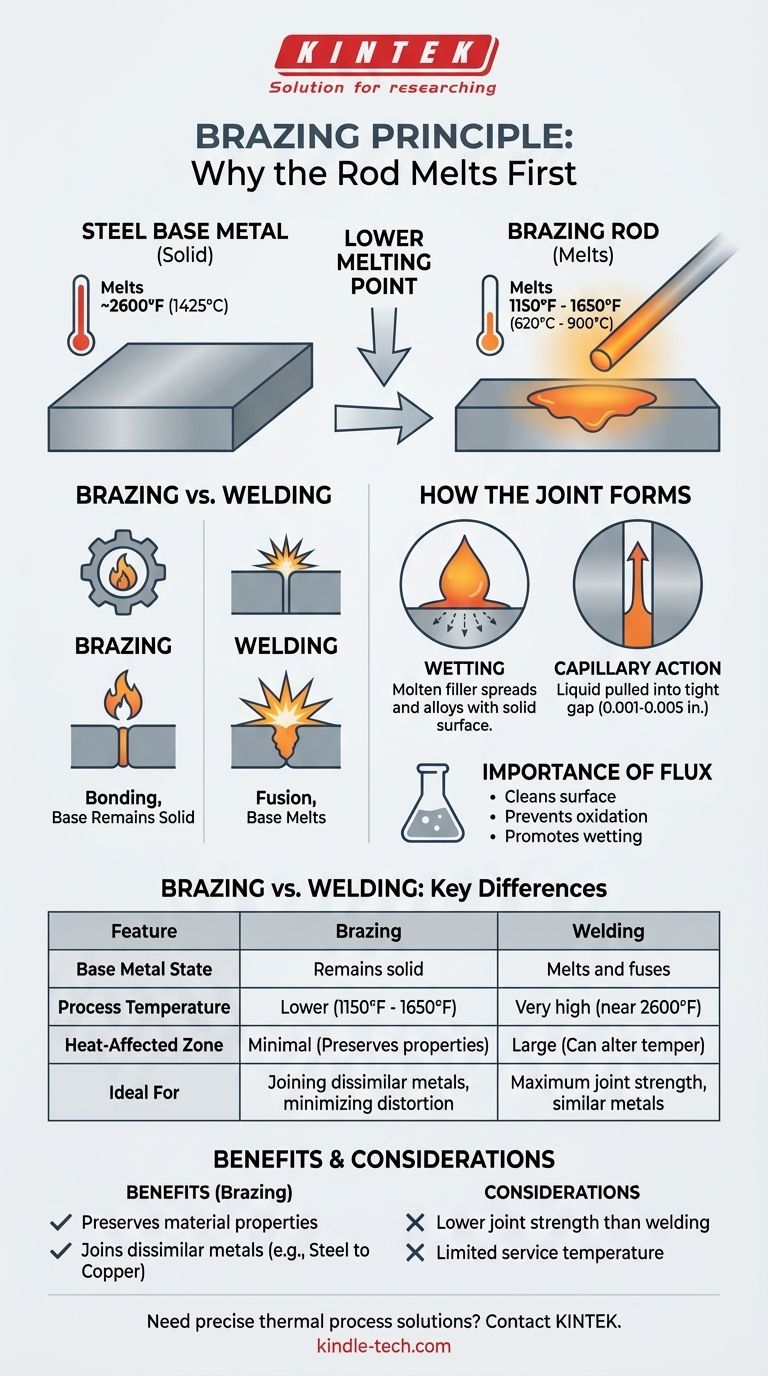
在钎焊中,只有填充金属熔化。母材(钢部件)会变得非常热,但仍远低于其熔点。钎焊是一种结合过程,而不是熔合过程。
通过数字了解熔点
为了更直观地理解,请考虑所涉及的典型温度。
普通碳钢的熔点约为 2600°F (1425°C)。
用于钢材的钎焊填充金属,如青铜或银合金,其熔点(技术上是其液相线温度)要低得多,通常在 1150°F 到 1650°F (620°C 到 900°C) 之间。
巨大的温差使得该过程成为可能。您可以将整个组件加热到1700°F,这足以熔化钎焊棒,但钢材的温度仍比其熔点低900°F以上。

钎焊接头是如何形成的
由于母材保持固态,熔融的填充金属必须通过其他机制与母材结合。这通过两个关键现象发生。
“润湿”的概念
润湿是液体在固体表面铺展的能力。在钎焊中,熔融的填充金属“润湿”热钢的表面。
这并非简单的粘附。它是一个冶金过程,其中填充金属形成一个薄薄的扩散层,与钢材的表面合金化,从而形成异常坚固和永久的结合。
毛细管作用的力量
钎焊最适用于部件之间有非常小、受控间隙的情况,通常为0.001到0.005英寸。
当填充金属熔化时,这个狭窄的间隙通过毛细管作用将液态金属吸入接头。这与将水吸入窄管的力相同,确保整个接头都充满了结合合金。
助焊剂的重要性
为了实现润湿,钢表面必须在原子层面保持完美清洁。在钎焊温度下,钢会迅速形成氧化物,阻止填充金属结合。
在加热前涂抹助焊剂。它在比钎焊棒低的温度下熔化,作为一种化学清洁剂,保护接头免受氧气影响并溶解任何现有氧化物,为完美的润湿准备表面。
了解权衡:钎焊与焊接钢材
由于钎焊不熔化母材,与焊接相比,它具有明显的优点和缺点。
优点:保持材料性能
焊接的高热量会产生一个大的热影响区(HAZ),这会改变钢材的回火、硬度和内应力,可能削弱焊缝周围的区域。
钎焊使用的热量显著减少,导致热影响区小得多。这保留了钢材的原始性能,减少了翘曲,并最大程度地减少了最终组件中的残余应力。
优点:连接异种金属
钎焊是连接熔点差异很大的金属的绝佳方法,例如钢与铜或钢与黄铜。尝试焊接这些组合通常是不可能的,因为一种金属会在另一种金属熔化之前汽化。
局限性:接头强度和使用温度
钎焊接头的机械强度受限于填充金属的强度,而填充金属的强度几乎总是低于母材钢。虽然设计得当的钎焊接头非常坚固,但它无法达到高质量焊缝所能实现的100%母材强度。
此外,钎焊组件不能用于使用温度接近填充金属熔点的应用中。
为您的目标做出正确选择
选择正确的工艺需要您了解接头的主要目标。
- 如果您的主要关注点是与母材相当的最大接头强度: 选择焊接,因为它直接熔合母材。
- 如果您的主要关注点是最大程度地减少热变形并保持钢材的性能: 钎焊是更优的选择,因为它工艺温度较低。
- 如果您需要将钢材与铜或黄铜等不同金属连接: 钎焊是完成此任务最有效和最常见的方法。
了解这种基本的温度关系使您能够为最终产品的完整性和性能选择正确的连接工艺。
总结表:
| 特点 | 钎焊 | 焊接 |
|---|---|---|
| 母材状态 | 保持固态 | 熔化并熔合 |
| 工艺温度 | 较低 (1150°F - 1650°F) | 非常高 (接近钢材的2600°F熔点) |
| 热影响区 | 最小,保持钢材性能 | 较大,会改变回火和硬度 |
| 理想用途 | 连接异种金属,最小化变形 | 最大接头强度,熔合相似金属 |
需要连接金属而不损害其完整性? KINTEK专注于实验室设备和耗材,为钎焊等精密热处理工艺提供解决方案。我们的专业知识确保您获得坚固可靠的接头,同时保持材料的性能。立即联系我们,讨论我们如何支持您实验室的金属连接需求!
图解指南
相关产品
- 用于高温应用的氮化硼(BN)陶瓷棒
- 用于工业应用的工程先进氧化铝陶瓷绝缘棒 Al2O3
- 真空热处理烧结钎焊炉
- 定制PTFE特氟龙搅拌棒回收杆制造商
- 精密加工氧化钇稳定氧化锆陶瓷棒,用于工程先进精细陶瓷




