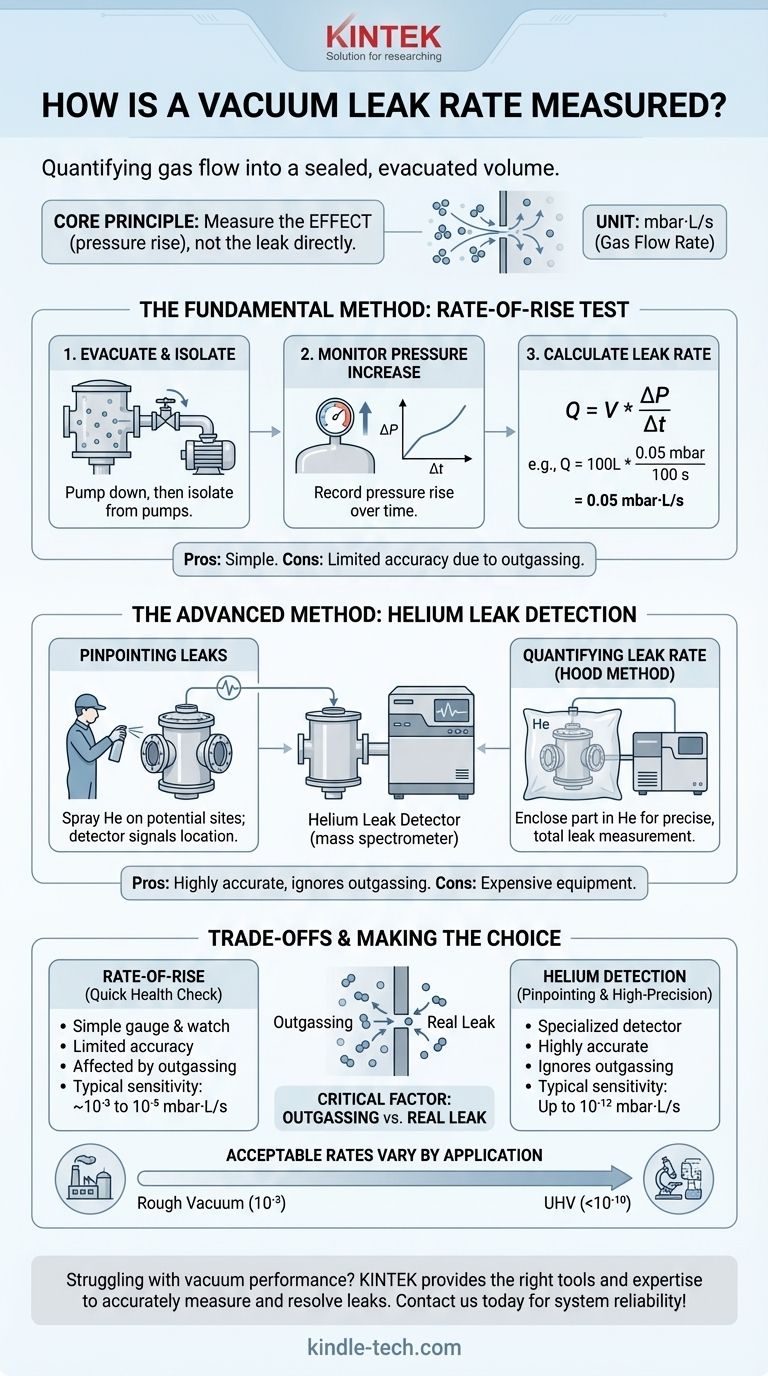
简而言之,真空泄漏率是通过量化在特定时间内进入一个密闭、抽空体积的气体量来测量的。这通常以压力-体积/时间为单位表示,例如毫巴·升/秒 (mbar·L/s),它代表流入系统的特定数量的气体分子流。
核心原理不是直接测量泄漏,而是测量其影响。通过将真空腔室与泵隔离,并监测压力上升的速度,您可以计算出气体进入系统的速率。
基本方法:升压速率测试
测量系统总泄漏率最常见和直接的方法是升压速率(或压力上升)测试。它依赖于一个简单而强大的原理。
步骤 1:抽空并隔离
首先,将真空腔室抽空至远低于其目标工作压力的压力。一旦达到这个基准压力,就通过关闭主阀门将腔室与真空泵完全隔离。
步骤 2:监测压力增加
在泵被隔离的情况下,任何通过泄漏进入腔室的气体都会导致内部压力上升。使用压力计记录在测量的时间内压力的增加情况。
步骤 3:计算泄漏率
然后使用腔室的已知内部体积 (V) 和测得的压力变化率 (ΔP/Δt) 来计算泄漏率 (Q)。
公式为:Q = V * (ΔP / Δt)
例如,如果一个 100 升腔室的压力在 100 秒内上升了 0.05 毫巴,则泄漏率计算如下: Q = 100 L * (0.05 mbar / 100 s) = 0.05 mbar·L/s
单位解释:mbar·L/s
这个单位可能感觉很抽象,但它代表了气体的物理量。根据理想气体定律 (PV=nRT),术语“压力 × 体积”(mbar·L) 与气体分子的数量成正比。因此,mbar·L/s 量化了气体分子流入系统的流速。
高级方法:氦气泄漏检测
虽然升压速率测试测量的是总泄漏率,但它不能帮助您找到泄漏的位置。为此,以及测量极小的泄漏,氦气泄漏检测器是行业标准。
工作原理
氦气泄漏检测器是一种专门的质谱仪,经过调谐,对氦原子具有极高的灵敏度。检测器连接到保持在真空状态下的真空系统。
寻找泄漏位置
操作员然后将少量氦气喷洒到真空腔室的外部,对潜在的泄漏点(如焊缝、法兰和密封件)进行瞄准。如果氦气通过泄漏进入系统,它会传输到检测器,检测器会记录信号,从而精确定位泄漏的位置。
量化泄漏率
为了获得精确的泄漏率测量,被测试的部件可以放置在一个充满已知浓度氦气的袋子或外壳中(“罩法”)。在真空系统中随时间检测到的氦气量可以提供高度准确和可量化的泄漏率。
了解权衡和陷阱
测量泄漏率并非没有挑战。您选择的方法取决于您需要的精度以及您正在评估的系统类型。
释气问题
升压速率测试的一个主要问题是释气。这是腔室内部表面上捕获的分子释放到真空中并导致压力上升的过程。这种效应很容易被误认为是真正的外部泄漏,从而高估了泄漏率。
精度与简单性
升压速率测试很简单,只需要一个压力计和一块表,但其精度有限,尤其是在非常干净、高真空的系统中,在这些系统中,释气可能是主要因素。
氦气的精确度
氦气泄漏检测器要精确得多,因为它忽略了释气(主要是水蒸气、氮气等),只测量示踪气体。然而,这需要昂贵、专业的设备。
什么是“可接受”的泄漏率?
可接受的泄漏率完全取决于应用。处理粗真空的系统可能容忍 10⁻³ mbar·L/s 的泄漏,而工作在超高真空 (UHV) 下的高端研究系统可能要求总泄漏率低于 10⁻¹⁰ mbar·L/s。
根据您的目标做出正确的选择
您的测量策略应与系统的要求保持一致。
- 如果您的主要重点是对粗真空或中真空系统进行快速健康检查: 升压速率测试足以确定是否存在影响性能的显著泄漏。
- 如果您的主要重点是精确定位用于维修的泄漏点: 使用“嗅探器”模式的氦气泄漏检测器是最有效和必不可少的工具。
- 如果您的主要重点是为高真空或超高真空鉴定组件: 需要定量的氦气泄漏测试(如罩法)来证明该部件符合严格的性能标准。
了解如何正确测量真空泄漏是诊断问题并实现稳定、高性能真空系统的第一步。

摘要表:
| 方法 | 主要用途 | 关键优势 | 典型灵敏度 (mbar·L/s) |
|---|---|---|---|
| 升压速率测试 | 快速系统健康检查 | 简单,仅需要压力计 | ~10⁻³ 至 10⁻⁵ |
| 氦气泄漏检测 | 精确定位泄漏和高精度测量 | 高度准确,忽略释气 | 高达 10⁻¹² |
正在为真空系统性能而苦恼? 不稳定的压力或污染会毁掉实验和工艺。KINTEK 专注于实验室设备和耗材,提供准确测量和解决真空泄漏所需的正确工具和专业知识。我们的解决方案可帮助您实现并保持您的实验室所需的精确真空完整性。立即联系我们 (#ContactForm) 讨论您的具体应用,确保您系统的可靠性!
图解指南