从本质上讲,吹膜机是一种高精度的工业设备,它将原材料塑料颗粒转化为连续的薄塑料薄膜。它通过熔化、挤出和吹胀的过程来实现这一点,从而制造出用于无数应用的无缝塑料管材,从购物袋到保护性农业薄膜。
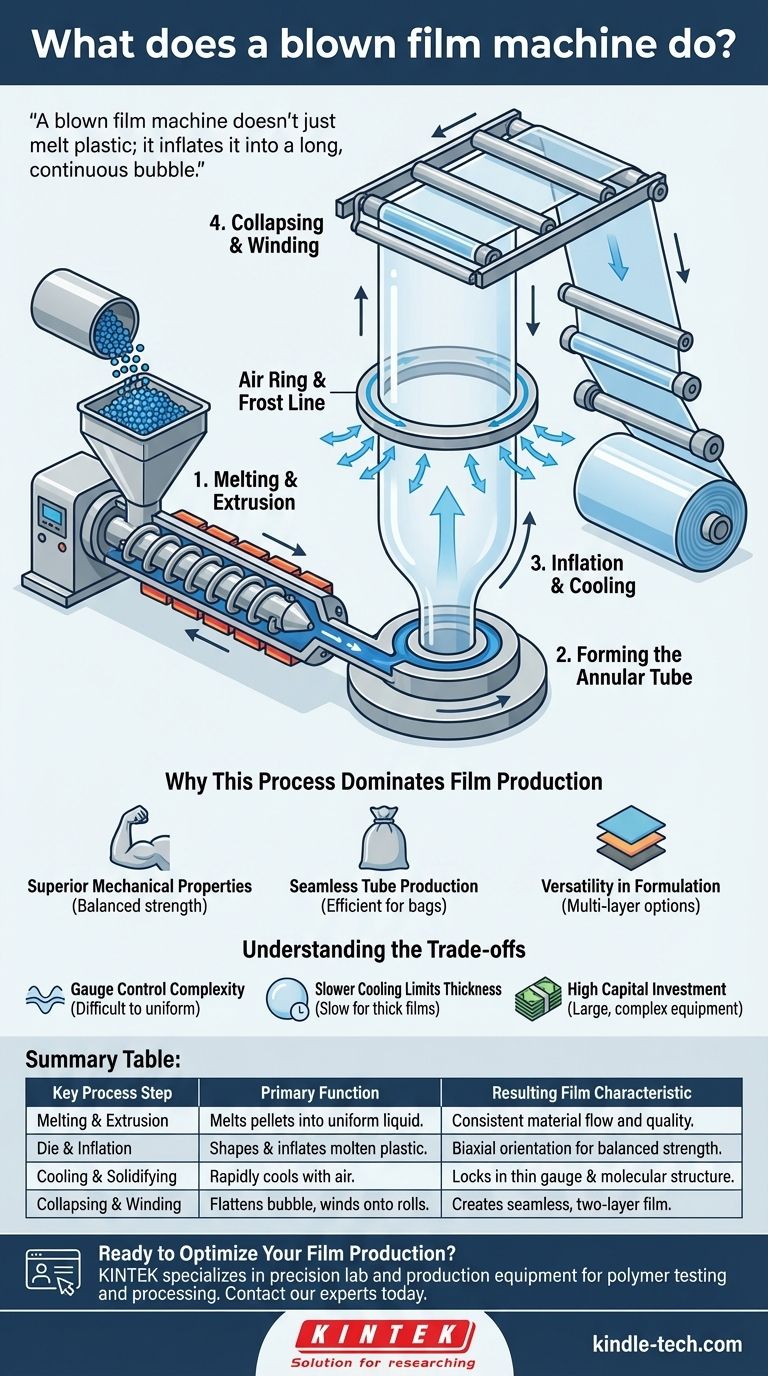
吹膜机不仅仅是熔化塑料;它将其吹胀成一个连续的长泡。这种挤出和气压的巧妙过程是制造用于包装、农业和建筑的绝大多数柔性塑料薄膜的基本方法。
核心工艺:从颗粒到薄膜卷
要了解吹膜机的作用,最好将其操作想象成塑料材料的连续垂直旅程。
第一步:熔化和挤出
该过程从固体塑料颗粒开始,通常是某种类型的聚乙烯(如 LDPE、LLDPE 或 HDPE)。这些颗粒从料斗送入一个装有旋转螺杆的长加热料筒。当螺杆旋转时,它将颗粒向前输送,热量和压力的结合将它们熔化成均匀的熔融聚合物。
第二步:形成环形管
在挤出机的末端,熔融塑料被强制通过一个圆形模头。该模头将液态塑料塑造成一个厚壁管,通常称为型坯(parison)。该模头的精度对最终薄膜的质量至关重要。
第三步:吹胀和冷却
这是定义该过程的“吹制”步骤。空气从模头的中心引入,将熔融管像气球一样吹胀。这种膨胀使塑料在径向(周长)和轴向(长度)上都被拉伸,形成一个极薄的气泡。
同时,一个高速风环向气泡外部吹入冷空气。这会迅速冷却和固化塑料,将其分子结构锁定在其最终的薄尺寸上。塑料固化的点被称为“霜线”。
第四步:折叠和卷绕
巨大的、稳定的气泡继续向上移动,在大型生产设施中通常会升高数层楼高,以确保充分冷却。在顶部,一个折叠框架将气泡轻轻压扁成一个双层扁平管。
然后,这个扁平管通过一组称为牵引辊的辊子,这些辊子保持张力并引导薄膜。最后,薄膜被卷绕到大卷轴上。它可以保持扁平管状(非常适合制袋),也可以被切割成一或两张单独的片材。

为什么这种工艺在薄膜生产中占主导地位
吹膜法之所以普遍存在,是由于几个关键原因,使其成为塑料工业的基石。
卓越的机械性能
双向拉伸——在吹胀过程中同时在两个方向上拉伸材料——赋予了平衡且卓越的机械性能。这使得薄膜在机器方向(MD)和横向方向(TD)上都具有抗撕裂的强度和弹性。
无缝管材生产
该工艺自然会产生无缝管材。这对于制造垃圾袋、T恤袋和其他袋子等产品非常高效,因为它消除了侧面密封步骤的需要。
配方灵活性
吹膜生产线可以配置多个挤出机(称为共挤出工艺)来制造多层薄膜。这使得制造商能够组合不同的聚合物以实现特定的性能,例如用于食品包装的氧气阻隔层、用于农业薄膜的抗紫外线性能或用于工业包装的抗穿刺性。
了解权衡
尽管吹膜工艺功能强大,但它并非没有技术挑战和局限性。
厚度控制的复杂性
在整个气泡宽度上保持完全均匀的薄膜厚度(规)是困难的。冷却、气流或模头温度的任何变化都可能导致厚点或薄点,需要复杂的传感器和控制系统来管理。
较慢的冷却限制了厚度
该工艺最适合薄膜。在吹膜线上生产非常厚的板材速度很慢,因为厚实的塑料需要更长的时间才能冷却和固化,与流延挤出等其他方法相比,生产速度大大降低。
较高的资本投资
吹膜生产线,尤其是多层共挤出系统,体积庞大、结构复杂,代表着大量的资本投资。机械设备和塔楼所需的垂直空间可能非常可观。
如何将其应用于您的目标
了解吹膜工艺的基本原理可以帮助您做出更明智的决策,无论您是采购材料还是设计产品。
- 如果您的主要重点是包装设计:请认识到吹膜生产无缝管材的能力非常适合制造坚固、经济高效的袋子和内衬。
- 如果您的主要重点是材料科学:请了解吹胀过程中的双向拉伸是薄膜平衡拉伸强度和抗穿刺性的关键。
- 如果您的主要重点是制造效率:质量和产量的关键在于精确控制挤出温度、气压和冷却速率,以保持稳定的气泡和均匀的厚度。
通过将简单的颗粒转化为精确工程的材料,吹膜机构成了现代包装和工业的无形支柱。
摘要表:
| 关键工艺步骤 | 主要功能 | 产生的薄膜特性 |
|---|---|---|
| 熔化与挤出 | 将塑料颗粒熔化成均匀的液体。 | 一致的材料流动和质量。 |
| 模头与吹胀 | 将熔融塑料塑造成气泡并吹胀。 | 双向拉伸,实现平衡强度。 |
| 冷却与固化 | 用空气快速冷却气泡。 | 锁定薄厚度和分子结构。 |
| 折叠与卷绕 | 将气泡压扁成管状并卷绕到卷轴上。 | 形成可供使用的无缝双层薄膜。 |
准备优化您的薄膜生产?
无论您是开发新包装、提高材料强度,还是扩大生产线规模,正确的设备都至关重要。KINTEK 专注于精密实验室和生产设备,包括用于聚合物测试和加工的解决方案,可帮助您在全面生产前完善吹膜配方和工艺。
立即联系我们的专家,讨论我们的专业知识如何帮助您实现卓越的薄膜质量、效率和性能。
图解指南