从本质上讲,热等静压(HIP)热处理是一种同时对材料施加高温和均匀、高压气体的工艺。这种组合有效地将微观孔隙(孔隙率)等内部缺陷“挤压”出来,从而制造出具有卓越机械性能的完全致密部件。关键步骤包括将部件装载到密闭容器中,加热,用氩气等惰性气体加压,在这些条件下保持一段时间,然后使其冷却下来。
HIP的核心目的不仅仅是加热材料,而是利用热量使其具有足够的可塑性,以便高压惰性气体能够物理性地压垮并消除内部空隙。这可以将一个可能有缺陷的部件转变为一个坚固、可靠的部件。
核心原理:HIP如何修复材料
要真正理解HIP工艺,您必须认识到它是一种热机械处理。热量和压力完美地协同工作,各自在改变材料内部结构方面发挥着关键作用。
高温的作用
第一步是加热。将材料的温度提高到其塑性变形范围,使其变得柔软且易于塑形。这种热能使得材料内的原子能够更自由地移动,这是修复缺陷的必要先决条件。
等静压力的作用
在材料处于高温和柔软状态时,惰性气体(通常是氩气)被泵入密闭容器中,产生巨大的压力。术语“等静压”是关键——它意味着压力从所有方向均匀施加。这种均匀的力会轻柔地挤压部件,使任何内部孔隙、空洞或微裂纹坍塌。
惰性气体的重要性
使用像氩气这样的惰性气体是不可妥协的。在这些高温下,像氧气这样的活性气体将导致严重氧化并损坏部件。氩气充当清洁、非反应性的介质,在不改变材料化学性质的情况下传递压力。

HIP循环的分步细分
虽然具体参数因材料和应用而异,但每个HIP循环都遵循一个独特且受控的顺序,该顺序可能持续8到12小时或更长时间。
装载和密封
部件被小心地装载到HIP压力容器的炉膛部分。装载后,容器被完全密封,以容纳将要施加的极端压力和温度。
加热和加压
内部炉膛开始根据预定的热曲线加热部件。同时,氩气被泵入容器中,将内部压力提高到目标水平。热量和压力以受控的方式共同上升。
浸渍阶段
这是主要的处理阶段,材料在特定的峰值温度和压力下被“浸渍”。在此保持期间,热量和等静力学的组合迫使内部空隙表面在原子水平上结合在一起,这个过程被称为扩散连接。这就是消除孔隙率的原因。
冷却和减压
浸渍期结束后,循环以受控的冷却阶段结束。一些先进的HIP装置可以执行加压快速冷却,这充当淬火步骤。这可以在一个循环中锁定所需的微观结构,将HIP的益处与热处理结合起来。
理解权衡和注意事项
HIP是一个极其强大的过程,但它并非万能的解决方案。了解其局限性对于其有效应用至关重要。
高成本和复杂性
HIP装置是高度专业化且昂贵的设备,需要一个能够承受极端条件的压力容器。该过程是高能耗的,并消耗大量的氩气,使其成为仅用于高价值部件的昂贵步骤。
漫长的循环时间
如前所述,典型的HIP循环是一个漫长的批处理过程。必须将这个长时间考虑在生产时间和成本中,因为它与其他热处理方法相比可能是一个重大的瓶颈。
不是表面处理
HIP旨在消除内部缺陷。它不能修复与部件表面开口的裂纹或空隙。加压气体将直接从外部进入裂纹,使压力均衡,从而阻止其闭合。
为您的目标做出正确的选择
应用HIP应该是一个由特定工程需求驱动的深思熟虑的决定。
- 如果您的主要重点是消除铸造孔隙率: HIP是航空航天和能源应用中提高关键铸件密度和疲劳寿命的行业标准解决方案。
- 如果您的主要重点是改进3D打印金属部件: HIP是去除增材制造固有孔隙率的关键后处理步骤,可显着提高部件的强度和可靠性。
- 如果您的主要重点是实现固态键合: 该工艺在扩散连接不同材料或将金属粉末固结成完全致密、近净形的部件方面非常有效。
最终,了解HIP工艺使您能够指定一个将良好部件转变为卓越部件的制造步骤。
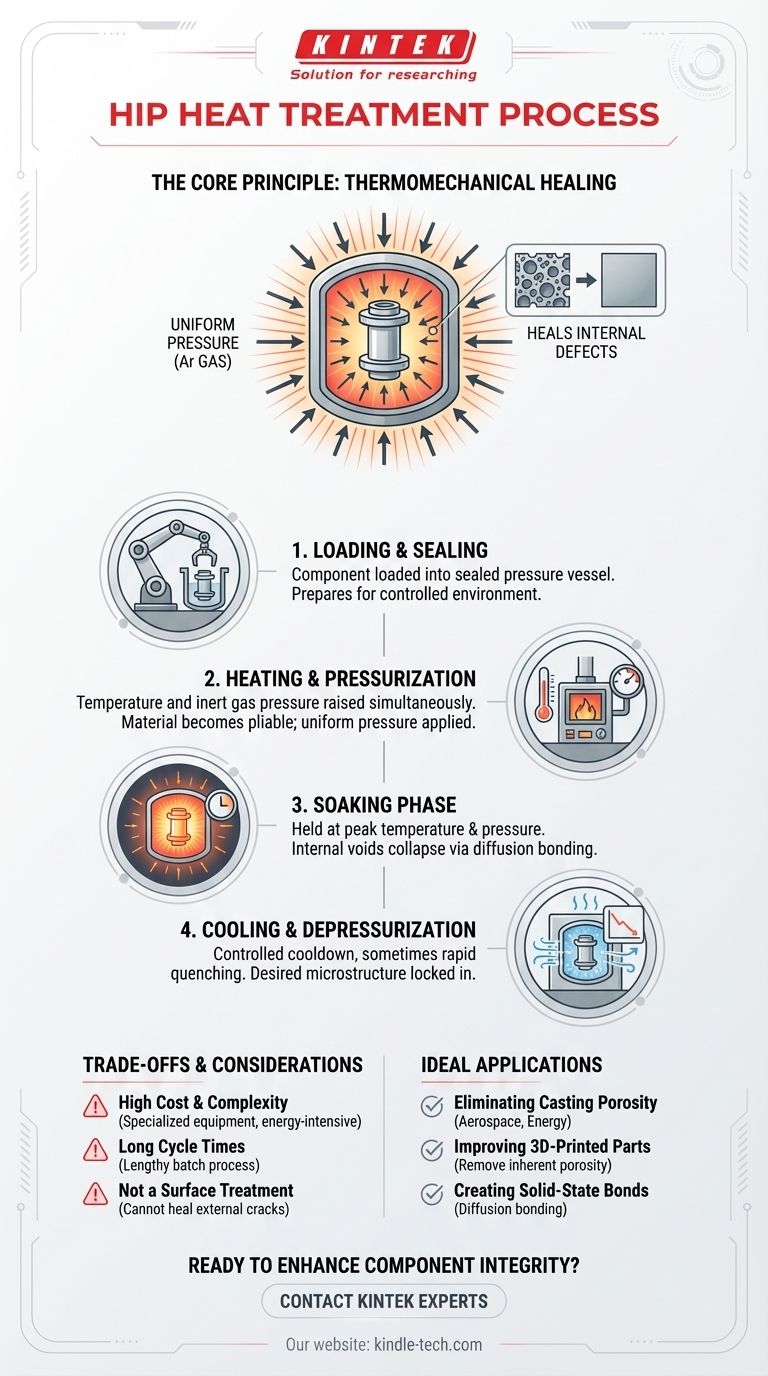
摘要表:
| HIP工艺步骤 | 关键功能 | 结果 |
|---|---|---|
| 装载和密封 | 部件放置在密闭压力容器中。 | 为受控环境做准备。 |
| 加热和加压 | 温度和惰性气体压力同时升高。 | 材料变得有可塑性;压力均匀施加。 |
| 浸渍阶段 | 在峰值温度和压力下保持。 | 内部空隙通过扩散连接坍塌。 |
| 冷却和减压 | 受控冷却,有时伴有快速淬火。 | 锁定所需的微观结构;循环完成。 |
准备好提高关键部件的完整性和性能了吗?
KINTEK专注于先进的实验室设备和耗材,满足航空航天、增材制造和能源领域实验室的精确需求。HIP工艺是制造可靠、高价值部件的基石。
让我们的专家帮助您确定HIP是否是您应用的正确解决方案。我们提供技术和支持,以消除孔隙率并实现卓越的材料性能。
立即联系我们的团队进行咨询,了解KINTEK如何支持您的质量和创新目标。
图解指南