钎焊温度不是一个单一的数值,而是由所使用的特定填充合金决定的。正确的钎焊温度总是设定在略高于合金的液相线温度——即合金完全液化的点。通常,目标温度应至少比合金规定的液相线温度高25°C (50°F),以确保其能正常流动。
钎焊温度的核心原则不是达到一个通用数字,而是根据您选择的填充合金的具体熔化特性来精确控制热量。成功与否取决于温度是否足够高,使合金能自由流动,同时又不会过高而损坏待连接的母材。
什么定义了钎焊温度?
为了正确控制钎焊过程,您必须了解任何钎焊合金的两个关键温度点:固相线和液相线。
固相线和液相线的作用
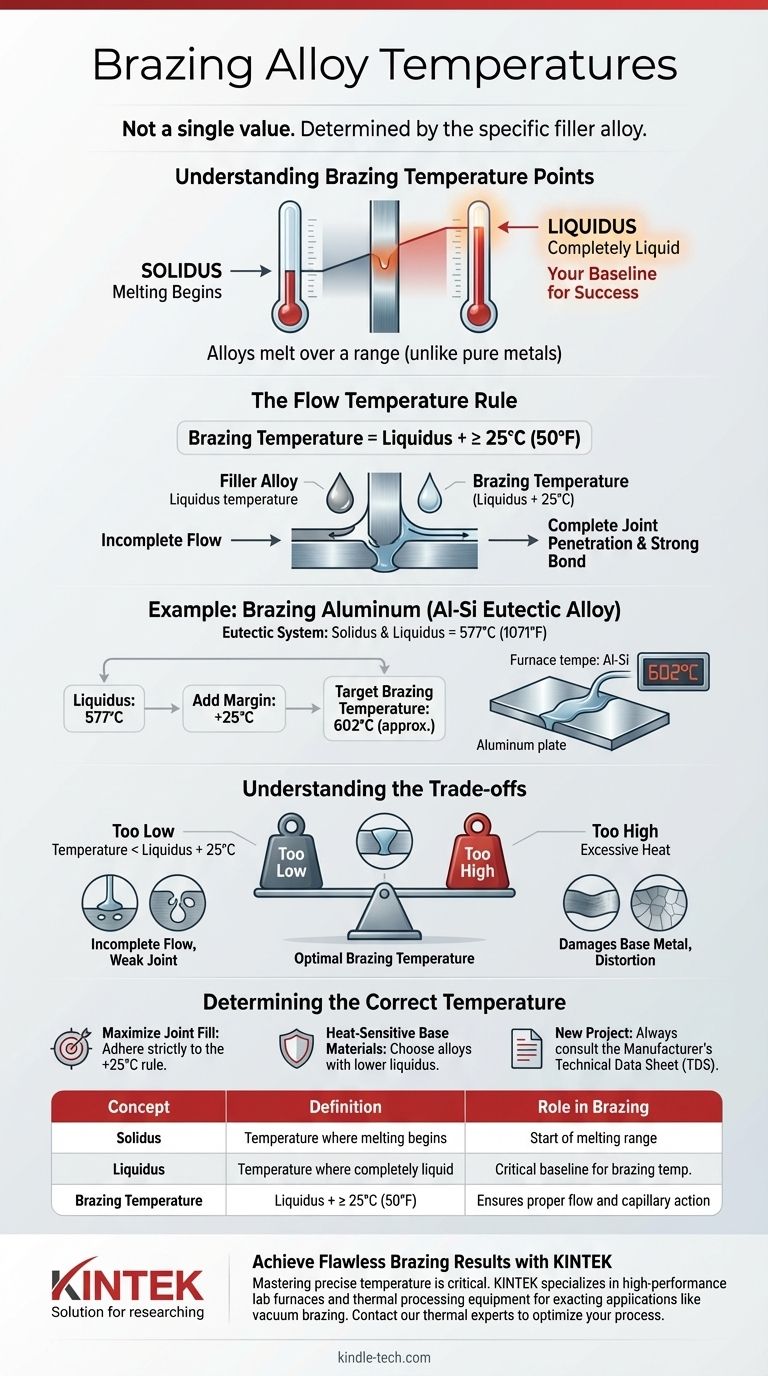
与在单一温度下熔化的纯金属不同,钎焊合金在一个温度范围内熔化。固相线是合金开始熔化的温度。液相线是合金完全液化的温度。
“液相线”温度:您的基准
液相线温度是最关键的信息。这是填充金属完全转变为液态并通过毛细作用力流入接头时的点。
流动温度规则
为确保完全熔化并促进良好流动,行业标准是将组件加热到比填充合金的液相线高至少25°C (50°F)的温度。这个裕度确保了整个填充料熔化,并具有足够的热能完全渗透到接头中。

一个实际的例子:铝钎焊
通过一个现实世界的例子,例如真空钎焊铝制部件,可以最好地理解钎焊温度的原理。
Al-Si共晶合金
铝钎焊的常见填充料是铝硅 (Al-Si) 合金。含有11.7%硅的合金是共晶系统,这意味着其固相线和液相线温度相同:577°C (1071°F)。
计算钎焊温度
根据我们的规则,我们可以确定该特定合金的适当钎焊温度。我们取液相线温度并加上我们的安全裕度。
- 577°C (液相线) + 25°C = 602°C (钎焊温度)
因此,炉子或焊枪的设定应使整个组件达到约602°C,以确保使用这种特定填充料获得成功的接头。
为什么这种合金有效
选择这种 Al-Si 合金是因为其熔点 (577°C) 明显低于所连接的铝母材的熔点。这使得填充料可以完全液化,而母材保持固态,这是任何钎焊操作的基本要求。
理解权衡
达到正确的温度是一种平衡行为。向任何一个方向偏离都会给接头的质量和完整性带来重大风险。
温度过低:流动不完全
如果钎焊温度不足以超过液相线温度,填充金属将流动迟缓。这会导致毛细作用不完全,留下空隙,形成薄弱、不可靠的接头,在应力下很可能会失效。
温度过高:损坏母材
过高的热量同样危险。过热会导致母材翘曲、变形或晶粒长大,从而损害其结构完整性。在最坏的情况下,您可能会无意中熔化母材,从而毁坏零件。
确定您项目的正确温度
选择正确的温度取决于您的材料和您的目标。请将这些原则作为您的指南。
- 如果您的主要重点是确保最大的接头填充:严格遵守将工艺温度设定在合金液相线以上至少25°C (50°F)的规则,以促进强大的毛细流动。
- 如果您正在处理对热敏感的母材:选择液相线温度较低的填充合金,以最大限度地减少对所连接部件的热应力。
- 如果您正在为项目选择新合金:请务必查阅制造商的技术数据表 (TDS)。它将提供确切的固相线和液相线温度,这是所有计算的基础。
掌握这些温度关系是创造始终牢固可靠的钎焊接头的关键。
总结表:
| 概念 | 定义 | 在钎焊中的作用 |
|---|---|---|
| 固相线 | 合金开始熔化的温度。 | 标志着熔化范围的开始。 |
| 液相线 | 合金完全液化的温度。 | 设定钎焊温度的关键基准。 |
| 钎焊温度 | 液相线 + 至少 25°C (50°F)。 | 确保适当的流动和毛细作用,以实现牢固的接头。 |
使用 KINTEK 实现完美的钎焊效果
掌握钎焊合金的精确温度对于制造牢固可靠的接头至关重要。无论您处理的是铝、高温合金还是其他材料,正确的设备都能确保一致且准确的温度控制。
在 KINTEK,我们专注于高性能实验室炉和热处理设备,专为真空钎焊等苛刻应用而设计。我们的解决方案可帮助您精确达到并保持目标温度——安全地高于液相线温度——以确保填充金属完全流动并实现完美的接头,同时保护您的母材免受热损伤。
让我们帮助您优化您的钎焊过程。 立即联系我们的热处理专家,讨论您的具体应用,并为您的实验室需求发现完美的 KINTEK 解决方案。
图解指南