虽然钎焊没有单一的通用真空度,但所需的真空度是一个精确的工程决策,由所连接的具体材料决定。典型的高真空钎焊在 10⁻³ 到 10⁻⁶ 托的范围内进行,但最佳真空度取决于防止氧化而不引起金属本身有害汽化的需要。
正确的真空度不是一个固定的目标;它是一个动态变量,由您的基材和填充合金的蒸汽压决定。目标是创建一个足够深的真空,以去除氧气等活性气体,但又不能太深,以免在钎焊温度下使组件中的基本元素汽化。
真空在钎焊中的核心目的
理解为什么使用真空是确定正确真空度的关键。真空不仅仅是一个空的空间;它是控制化学环境过程中的一个活跃部分。
防止氧化
真空的主要功能是清除炉膛中的氧气和其他活性气体。在高的钎焊温度下,即使是微量的氧气也会在金属表面迅速形成氧化物。
这些氧化层会形成屏障,阻止熔融的钎焊填充金属正确地“润湿”并流入接头,从而导致结合薄弱或失效。
去除挥发性污染物
热量和真空的结合有效地原位清洁零件。它有助于汽化并去除表面污染物,如残余油、水分和吸附气体。
这种清洁作用对于创建原始表面至关重要,该表面已准备好与填充合金形成坚固、连续的冶金结合。
促进钎料流动(润湿)
通过确保异常清洁、无氧化的表面,真空环境允许熔融填充合金通过毛细作用自由均匀地流入接头。这导致接头完全填充并达到最大强度。

如何确定正确的真空度
您必须评估所涉及的材料,而不是记住一个单一的数字。该过程受化学和物理原理(特别是蒸汽压)的支配。
蒸汽压的关键作用
每种元素都有一个蒸汽压,这是它在给定温度下变成气体的趋势。这种趋势随温度的升高而显著增加,随周围压力(即在真空中)的降低而减少。
如果炉中的真空太深(压力太低),它可能会导致基材或填充合金中的元素在钎焊温度下真正沸腾或“脱气”。
“十倍法则”
一个广泛接受的指导原则是,炉压应至少比您的组件在峰值钎焊温度下最易挥发元素的蒸汽压低一个数量级(10倍)。
例如,如果合金中某个元素在您的钎焊温度下蒸汽压为 10⁻³ 托,那么您的炉真空度应为 10⁻⁴ 托或更深,以防止其汽化。
材料决定真空度
这就是为什么不同的材料需要不同的真空度。
- 不锈钢和镍合金:这些材料的蒸汽压非常低,允许在没有风险的情况下使用非常深的真空(10⁻⁴ 到 10⁻⁶ 托)。
- 铝或铜合金:这些材料含有蒸汽压较高的元素。钎焊它们需要仔细控制,并且通常需要较浅的真空,以防止基材或合金元素的损失。
理解权衡
选择错误的真空度可能与钎焊过程本身一样有害。真空不足和真空过度都会带来重大风险。
真空不足(高压)的危险
如果真空度不够深,残留的氧气和水蒸气将留在腔室中。这将导致零件在加热时氧化。
结果是钎料流动不良,接头内出现空隙,以及一个看起来已经钎焊但缺乏所需结构完整性的组件。这是与真空度相关的最常见的失效模式。
真空过度(低压)的危险
对于特定材料而言,过深的真空可能具有破坏性。它会导致“脱气”,即挥发性合金元素从材料中被抽出。
例如,在过深的真空中钎焊含铬合金会使表面铬耗尽,从而降低其耐腐蚀性。同样,在高真空中使用含锌或含镉的填充金属会导致这些元素汽化,从而改变填充金属的性能并污染炉子。
为您的应用做出正确选择
选择正确的真空度是一个基于您的材料和预期结果的技术决策。请查阅您特定合金的蒸汽压图表作为最终的真实来源。
- 如果您的主要重点是钎焊不锈钢、镍合金或难熔金属:您的主要目标是清洁度,因此 10⁻⁴ 到 10⁻⁶ 托范围内的高真空通常是安全有效的。
- 如果您的主要重点是钎焊铝或含有铜等挥发性元素的合金:您必须仔细平衡清洁度与防止脱气,这通常需要较浅的真空和精确的温度控制。
- 如果您的主要重点是连接陶瓷或钛等活性金属:通常需要尽可能深的真空,以防止与残留气体发生任何反应,并确保纯净、坚固的结合。
最终,掌握真空钎焊来自于理解真空度是控制材料环境的精确工具,而不仅仅是一个需要达到的数字。
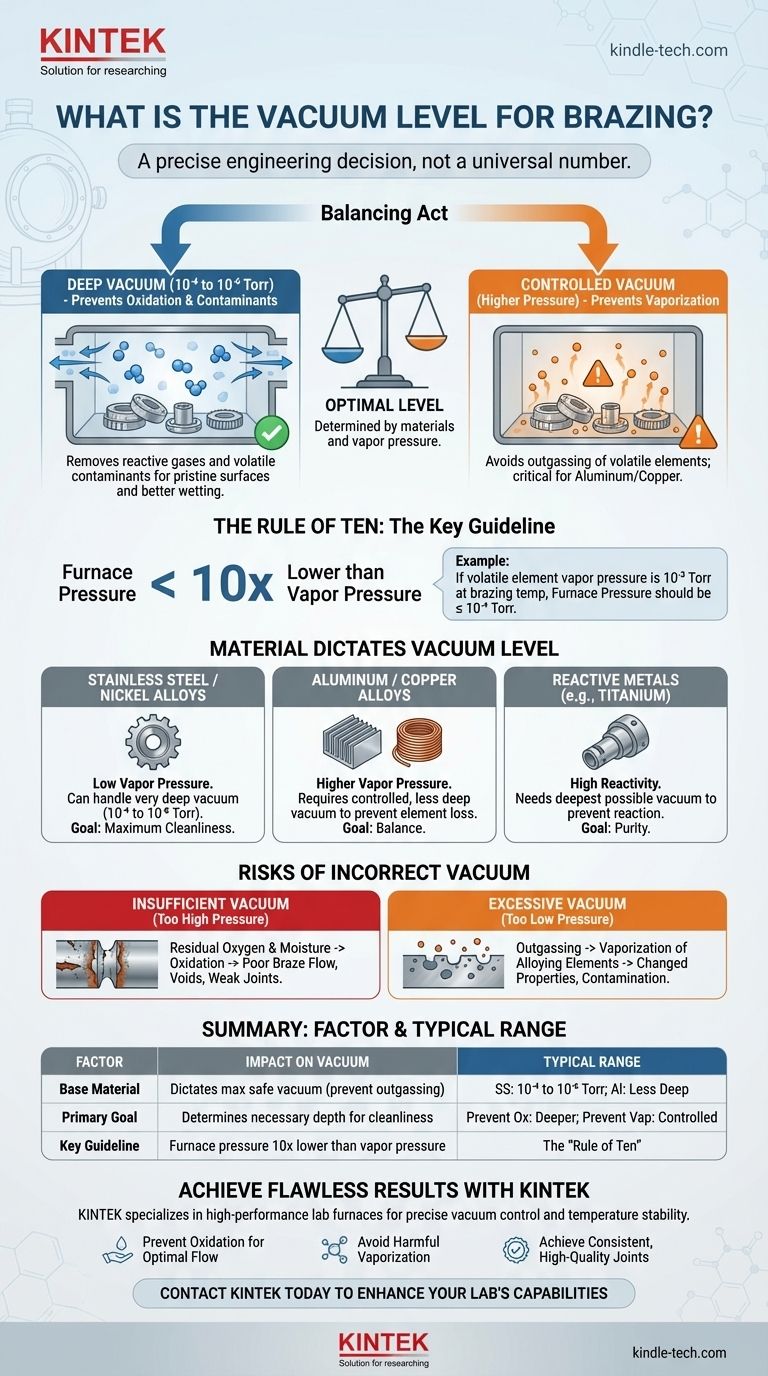
总结表:
| 因素 | 对真空度的影响 | 典型范围 |
|---|---|---|
| 基材 | 决定防止脱气的最大安全真空度 | 不锈钢:10⁻⁴ 到 10⁻⁶ 托;铝:较浅 |
| 主要目标 | 确定清洁度所需的真空深度 | 防止氧化:更深的真空;防止汽化:受控真空 |
| 关键指南 | 炉压应比最易挥发元素的蒸汽压低 10 倍 | “十倍法则” |
使用 KINTEK 实现完美的钎焊效果
掌握真空度的精确平衡对于成功钎焊至关重要。无论您是使用不锈钢、铝还是活性金属,正确的设备和专业知识都能带来巨大的不同。
KINTEK 专注于高性能实验室炉和耗材,旨在提供您的钎焊过程所需的精确真空控制和温度稳定性。我们的解决方案帮助您:
- 防止氧化:确保清洁、无氧化的表面,以实现最佳钎料流动。
- 避免有害汽化:保护您的材料免受脱气和元素损失。
- 实现一致、高质量的接头:最大限度地提高组件的强度和完整性。
不要让真空度不确定性影响您的结果。让我们的专家帮助您选择适合您特定材料和应用要求的完美系统。
立即联系 KINTEK,讨论您的钎焊需求,并了解我们的专业设备如何提升您实验室的能力。
图解指南