在现代铁匠工艺中,用于施加巨大、受控力的主要机器是液压锻造压力机。与用于轴承的传统车间压力机不同,锻造压力机经过专门设计,能够承受热成型金属所需的耐热性和重复循环。它使用液压油、泵和气缸来移动柱塞并施加数吨的缓慢、稳定的压力。
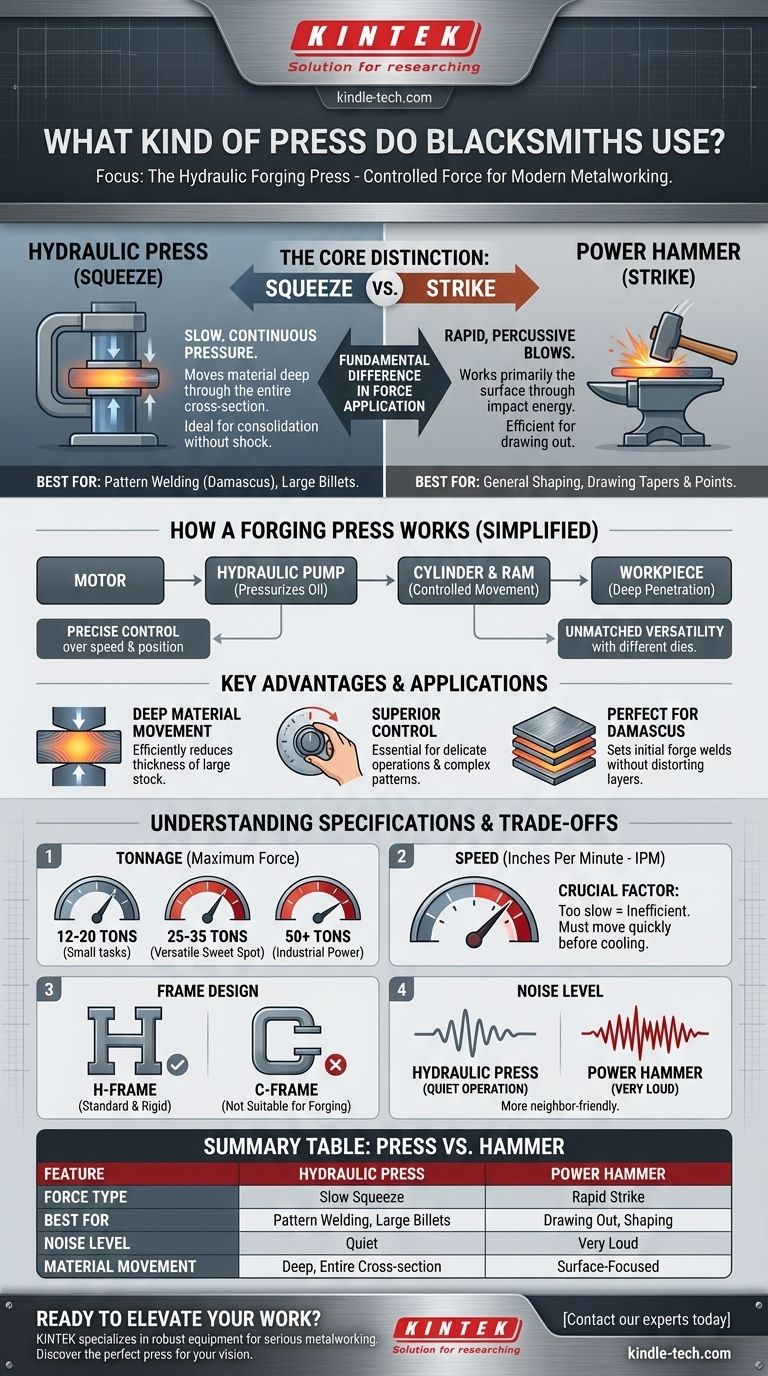
核心决定不在于压力机是否比锤子“更好”,而在于理解它们的基本区别。液压压力机提供缓慢、强大的挤压,使材料穿过其整个厚度,而动力锤则提供快速的敲击,主要作用于表面。
为什么要使用压力机?挤压的力量
液压压力机从根本上改变了许多铁匠处理某些任务的方式,特别是那些涉及大量材料或精细图案的任务。它的操作特点是受控的力量。
锻造压力机的工作原理
电机驱动液压泵,泵对油加压并将其压入一个大缸体中。这种压力作用于连接到柱塞的活塞上,以巨大的力量将其向下驱动。反转阀可以缩回柱塞。该系统允许精确控制压力机工具的速度和位置。
深层材料运动
压力机产生的缓慢、持续的压力会深入工件内部。“挤压”作用会移动钢材的整个横截面,这对于减小大坯料的厚度或巩固花纹焊接钢材的层叠非常高效。
无与伦比的控制和多功能性
操作员可以完全控制柱塞的移动。您可以缓慢地合拢模具,施加恰到好处的压力,并在精确的点停止。这种控制对于精细操作至关重要,并且当与不同类型的模具配合使用时,使压力机具有极高的多功能性。

液压压力机与动力锤:真正的区别
在压力机和动力锤之间进行选择,就是为特定工作选择合适的工具。它们施加力的方式是相反的,这赋予了它们明显的优势和劣势。
力施加:挤压与冲击
液压压力机施加静态、连续的力。想象一下非常缓慢地关闭一个虎钳。这种力会均匀地移动材料,非常适合那些希望在没有冲击或振动的情况下巩固材料的操作。
动力锤施加动态的、冲击性的力。想象一下快速而有力的锤击。能量通过冲击传递,这对于拉伸材料(使其变长变薄)非常有效,但如果层未完全焊合,可能会导致坯料中的层错位。
何时选择压力机
压力机在对花纹焊接(大马士革)坯料进行初始锻焊时表现出色。它温和的挤压可以设置焊缝,而不会像锤子那样产生剧烈的冲击,后者可能会扭曲或剪切分层。它在处理非常大的型材或使用需要缓慢、受控闭合的工具时也更胜一筹。
何时选择动力锤
动力锤通常在拉伸材料方面更快,例如锻造刀片或工具的长锥度。快速连续的敲击和模具的自然回弹使其成为通用铁匠工艺和雕塑工作中的一种强大而高效的成型工具。
了解权衡和关键规格
并非所有压力机都是一样的。规格直接影响您可以用该机器完成的工作。
吨位:多大的力?
吨位是压力机能够施加的最大力。
- 12-20 吨:足以应对许多刀具制作任务,包括设置较小的花纹焊接坯料和轻度拉伸。
- 25-35 吨:被认为是大多数专业刀匠和铁匠的通用最佳选择,能够处理更大的坯料和更积极的锻造。
- 50 吨以上:工业级的动力,用于处理非常大的材料横截面。
速度:被忽视的因素
速度,以每分钟英寸数 (IPM)衡量,与吨位同样重要。如果压力机太慢,工件会在您完成操作之前冷却下来,从而效率极低。一台好的锻造压力机应该移动得足够快,以便在一个加热周期内完成多次挤压。
框架设计:H 型框架是标准
锻造压力机几乎都采用H 型框架设计。这种带有两个垂直支撑的设计非常坚固,可以抵抗锻造未完全居中的材料时发生的扭曲和弯曲力。C 型框架压力机(三面开放)不适合锻造的严苛要求。
噪音和安全
压力机最显著的优势之一是与动力锤震耳欲聋的轰鸣声相比,它运行安静。这使其成为住宅区车间的更好选择。然而,巨大的力量带来了严重的安全隐患,必须有适当的防护罩和谨慎的操作。
为您的目标做出正确的选择
您选择的工具应直接支持您计划进行的工作。
- 如果您的主要重点是花纹焊接钢材(大马士革):液压压力机是设置干净、可靠的初始焊缝的卓越工具。
- 如果您的主要重点是通用成型和拉伸的速度:对于锻造锥度和尖端等任务,动力锤的性能通常优于压力机。
- 如果您的主要重点是处理非常大的坯料或型材:液压压力机提供深层运动所需的力,以高效地加工厚材料。
- 如果您的主要限制是噪音或邻近环境:与任何动力锤相比,液压压力机要安静得多,对邻居也更友好。
最终,了解每种工具如何移动金属,就能帮助您建立一个真正服务于您创作愿景的车间。
摘要表:
| 特性 | 液压压力机 | 动力锤 |
|---|---|---|
| 力类型 | 缓慢、连续的挤压 | 快速、冲击性的敲击 |
| 最适合 | 花纹焊接、大坯料 | 拉伸、通用成型 |
| 噪音水平 | 安静 | 非常响亮 |
| 材料运动 | 深入、整个横截面 | 以表面为中心 |
准备好提升您的铁匠或刀匠工作水平了吗?液压锻造压力机为花纹焊接、大坯料和安静操作提供了无与伦比的控制。KINTEK 专注于坚固的实验室和车间设备,包括专为严肃金属加工设计的压力机。立即联系我们的专家,找到最适合您创作愿景的压力机!
图解指南
相关产品
- XRF & KBR 压片机自动实验室液压机
- 手套箱用实验室液压压片机
- 实验室液压压片机,适用于XRF KBR FTIR实验室应用
- 带加热板的自动高温加热液压压机,用于实验室
- 实验室液压压片机 分体式电动实验室压片机



















