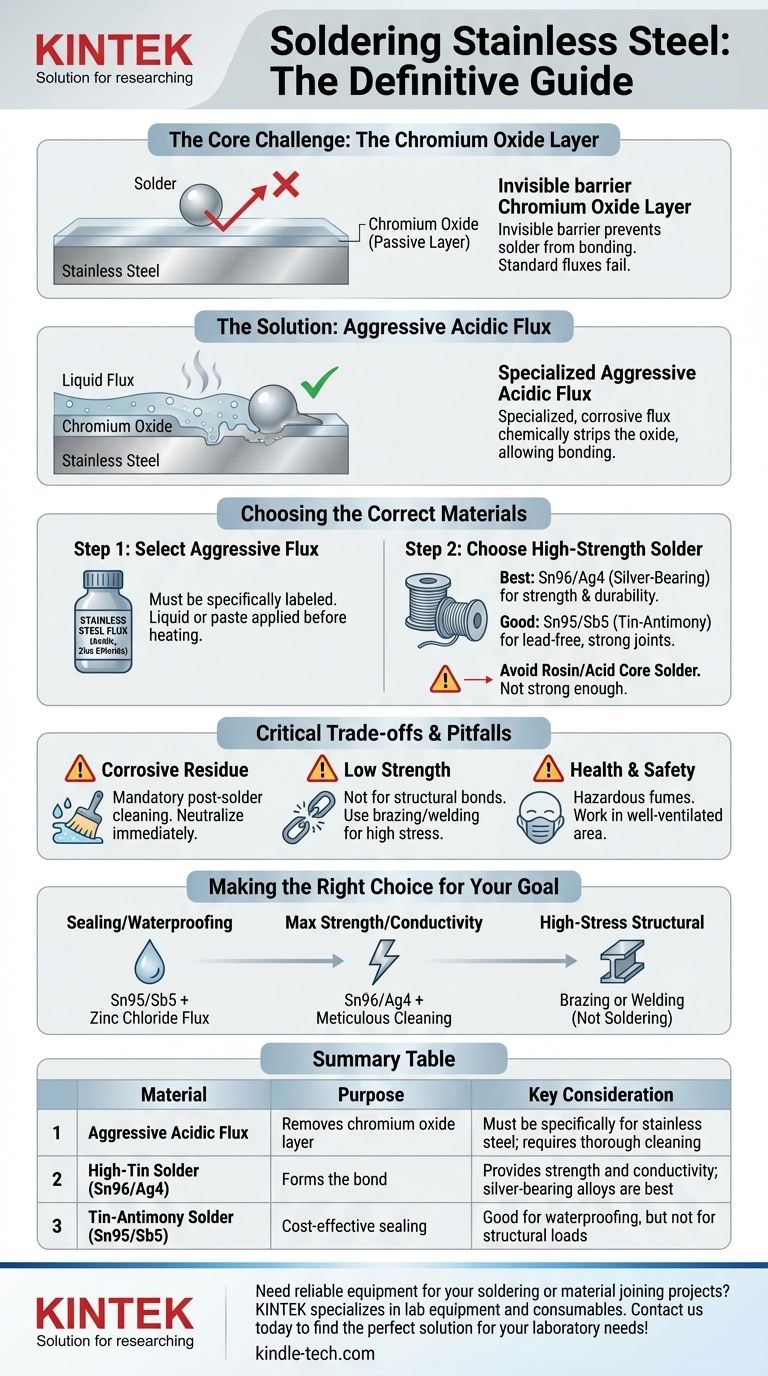
要焊接不锈钢,您不能使用标准的松香芯焊料或管道焊料。您必须使用高锡含量焊料,例如 95/5 锡锑合金或含银合金,并结合专门为不锈钢设计的高度侵蚀性酸性助焊剂。这种特殊助焊剂是最关键的成分,因为它需要化学去除坚韧的氧化层,该氧化层会阻止焊料粘附到表面。
焊接不锈钢的成功几乎完全取决于助焊剂,而不是焊料本身。标准助焊剂无效,只有专门的酸性助焊剂才能穿透金属的保护层,形成焊料结合。
为什么不锈钢难以焊接
了解不锈钢的挑战是克服它的第一步。使其“不锈”的特性也使其耐焊接。
问题:氧化铬层
不锈钢含有铬,铬与氧气反应形成一层被动、透明、自愈合的氧化铬层。
将这一层想象成一层隐形的不粘漆。焊料根本无法“润湿”或粘合到这个表面。虽然铜也会氧化,但其氧化层很容易被电子和管道中使用的温和松香或水溶性助焊剂去除。不锈钢上的氧化铬更具弹性。
解决方案:强效助焊剂
要焊接不锈钢,您必须化学剥离这层氧化层。这需要比用于铜或黄铜的助焊剂更强大的助焊剂。
这些是强酸性和腐蚀性助焊剂,通常含有氯化锌、盐酸或磷酸。它们会强烈腐蚀表面,去除氧化物并暴露出下面的原始钢材,以便焊料粘合。

选择正确的材料
成功需要两个组成部分:正确的助焊剂和正确的焊料。它们必须协同工作。
第一步:选择强效助焊剂
您的首要任务是找到明确标明“用于不锈钢”或“用于镍/铬合金”的助焊剂。标准电子或管道助焊剂每次都会失败。
这些助焊剂是液体或糊状的,必须在加热前单独涂抹到接头上。
第二步:选择高强度焊料
一旦您有了正确的助焊剂,就可以选择合适的焊料。由于您已经在坚固的材料上工作,因此使用坚固的焊料合金是最佳实践。
- 含银焊料(最佳):像 Sn96/Ag4(96% 锡,4% 银)这样的合金在助焊剂活化后提供出色的强度、耐用性和润湿特性。
- 锡锑焊料(良好):像 Sn95/Sb5(95% 锡,5% 锑)这样的合金是另一种非常有效的强力无铅选择。
- 锡铅焊料(可用):传统的 60/40 或 63/37 锡铅焊料可以使用,但前提是必须与正确的强效助焊剂一起使用。它们没有真正的优势,并且出于健康原因正在逐步淘汰。
避免使用含有内置松香或酸芯的焊料,因为这种芯助焊剂对于不锈钢来说永远不够强。
了解权衡和陷阱
使用强效助焊剂会带来关键风险,您必须加以管理才能获得成功且持久的接头。
腐蚀性残留物的危险
不锈钢助焊剂中的酸具有高度腐蚀性。如果在焊接后接头上留下任何残留物,它将继续侵蚀金属,导致腐蚀并最终导致接头失效。
焊后清洁不是可选的。您必须在接头冷却后立即中和并彻底清洁该区域。一种常见的方法是用小苏打和水的糊状物擦洗该区域,然后用清水最后冲洗。
强度限制
焊锡接头是一种低温结合。它适用于密封接缝、创建防水接头或用于电气连接。
然而,焊接不会在钢材上产生结构结合。对于需要高机械强度的应用,您必须使用高温工艺,如钎焊或焊接。
健康与安全
加热酸性助焊剂产生的烟雾有害,不应吸入。始终在通风良好的区域工作,并考虑使用排烟器。
为您的目标做出正确选择
根据您的项目目标选择材料。
- 如果您的主要重点是密封或防水:锡锑焊料 (Sn95/Sb5) 与氯化锌基助焊剂结合是一种经济高效且可靠的解决方案。
- 如果您的主要重点是最大强度或导电性:含银焊料 (Sn96/Ag4) 提供最强的焊锡结合,但请记住要仔细进行焊后清洁。
- 如果您的主要重点是高应力结构连接:焊接完全是错误的过程。您必须转而使用钎焊或焊接才能达到必要的强度和安全性。
最终,成功的不锈钢焊锡接头是使用强效助焊剂准备表面和优质焊料形成结合的结果。
总结表:
| 材料 | 用途 | 关键考虑因素 |
|---|---|---|
| 强酸性助焊剂 | 去除氧化铬层 | 必须专门用于不锈钢;需要彻底清洁 |
| 高锡焊料(例如,Sn96/Ag4) | 形成结合 | 提供强度和导电性;含银合金最佳 |
| 锡锑焊料(例如,Sn95/Sb5) | 经济高效的密封 | 适用于防水,但不适用于结构载荷 |
需要可靠的设备用于您的焊接或材料连接项目吗? KINTEK 专注于实验室设备和耗材,服务于需要精密和耐用性的实验室。无论您是处理不锈钢还是其他具有挑战性的材料,我们的产品都能确保您获得一致、高质量的结果。立即联系我们,为您的实验室需求找到完美的解决方案!
图解指南