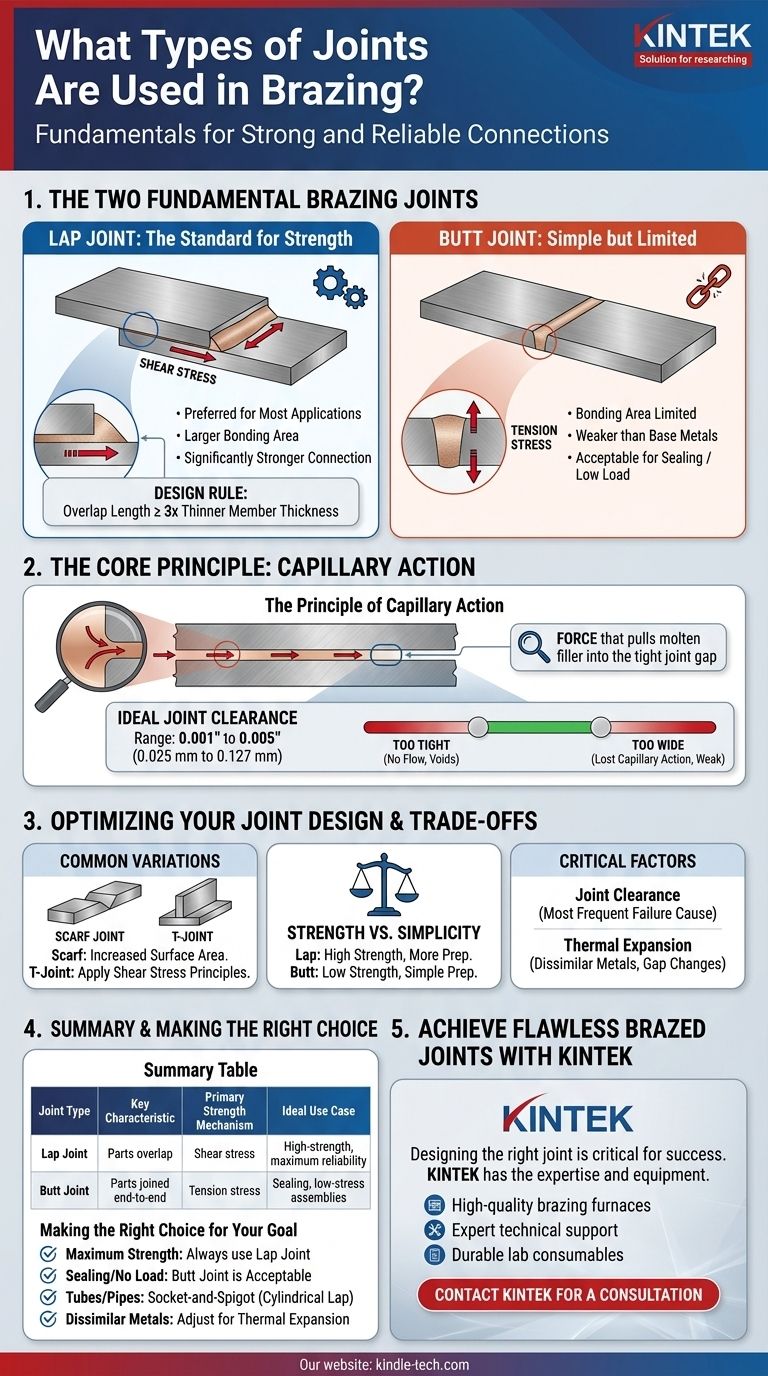
对于钎焊,有两种基本的接头类型: 搭接接头和对接接头。几乎所有钎焊接头设计都是这两种接头的变体或组合。搭接接头,即两个构件重叠,在大多数应用中受到压倒性的青睐,因为它提供了更大的粘合面积,并能形成比端对端对接接头显著更强的连接。
钎焊接头设计的核心原则是最大化填充金属粘合的表面积。这就是为什么搭接接头是强度的标准,因为它们承受剪切应力,而对接接头则受限于强度弱得多的填充合金的拉伸强度。
两种基本的钎焊接头
从本质上讲,钎焊接头只是两个或多个紧密配合的零件之间的空间,该空间将被熔融合金填充。该空间的几何形状是决定组件最终强度的最重要因素。
搭接接头:强度的标准
搭接接头是通过将两个要连接的部件重叠而形成的。这种设计是钎焊中最广泛使用和推荐的。
其强度来自于使填充金属承受剪切应力。载荷分布在重叠的整个表面积上,这使得设计出比母材本身更强的接头变得容易。
一个常见的设计规则是使重叠长度至少是较薄构件厚度的三倍。遵循这一简单指导原则通常可以确保母材在钎焊接头失效之前失效。
对接接头:简单但有限
对接接头将两个部件端对端连接。粘合面积仅限于较薄部件的横截面。
这种设计使填充金属承受拉伸应力。由于钎焊填充金属几乎总是比母材弱,因此对接接头总是比其连接的部件弱。
对于将承受显著应力或载荷的应用,不建议使用对接接头。它们适用于密封目的或对机械强度没有主要要求的组件。
优化您的接头设计
除了选择搭接或对接配置之外,钎焊连接的成功完全取决于控制部件之间的空间。
毛细作用原理
钎焊通过毛细作用工作,毛细作用是将熔融填充金属吸入部件之间狭窄间隙的力。这种力很强大,能够将合金吸入接头,克服重力。
为了使毛细作用有效,部件之间的间隙——称为接头间隙——必须精确控制。
确定理想的接头间隙
理想的间隙取决于填充金属、母材和钎焊工艺,但一般范围是0.001" 到 0.005" (0.025 毫米到 0.127 毫米)。
如果间隙过紧,填充金属无法流入接头,导致空隙和弱键合。如果间隙过宽,毛细作用会消失,填充物将无法完全填充整个接头,形成仅依赖于填充金属有限强度的弱连接。
常见设计变体
搭接和对接接头的原理应用于各种配置。斜接接头是一种对接接头,其末端被斜切以增加表面积,使其比简单的对接接头更坚固。T形接头在机械上是一种搭接接头,应以相同的剪切应力原理进行设计。
理解权衡
钎焊设计涉及平衡强度、制造复杂性和成本。误解这些权衡是常见的失败原因。
强度与简单性
对接接头最容易准备,但强度最低。搭接接头需要更多的材料和准备(确保部件重叠),但提供了卓越的机械性能。选择完全取决于成品部件的要求。
接头间隙的关键作用
不正确的接头间隙是钎焊失败最常见的原因。它不是事后才考虑的问题,而是一个关键的设计参数。您必须设计部件和固定它们的夹具,以在实际钎焊温度下保持正确的间隙,同时考虑热膨胀。
热膨胀不匹配
当连接异种金属(如铜与钢)时,它们在加热时会以不同的速率膨胀。这种变化可能在钎焊周期中关闭或打开接头间隙。您必须计算这种效应,并相应地调整您的“室温”间隙,以确保在钎焊温度下存在正确的间隙。
为您的目标做出正确的选择
您的应用的特定需求应决定您的设计。
- 如果您的主要关注点是最大接头强度: 始终使用搭接接头。确保重叠至少是较薄部件厚度的三倍,并保持精确的接头间隙。
- 如果您的主要关注点是密封无载荷的接头: 对接接头是可以接受的,因为其准备更简单,并且机械性能不是问题。
- 如果您正在连接管子或管道: 使用承插式设计,这是一种圆柱形搭接接头,以确保对齐并提供卓越的强度。
- 如果您正在连接异种金属: 计算热膨胀对您的接头间隙的影响,并调整室温尺寸以进行补偿。
最终,成功的钎焊在加热之前很久就开始了;它是通过专门为毛细作用过程设计接头来实现的。
总结表:
| 接头类型 | 主要特点 | 主要强度机制 | 理想使用场景 |
|---|---|---|---|
| 搭接接头 | 部件重叠 | 剪切应力 | 高强度应用,最大可靠性 |
| 对接接头 | 部件端对端连接 | 拉伸应力 | 密封,低应力组件 |
使用 KINTEK 实现完美的钎焊接头
设计正确的接头对于您的钎焊组件的成功和寿命至关重要。无论您需要搭接接头的卓越强度还是对接接头的简单性,KINTEK 都拥有专业知识和设备来支持您实验室的钎焊需求。
我们提供:
- 高质量钎焊炉,用于精确的温度控制和均匀加热。
- 专家技术支持,帮助您选择合适的填充金属并优化您的接头设计,以应对包括异种金属在内的挑战性应用。
- 耐用的实验室耗材,确保批次之间一致、可靠的结果。
不要让接头设计成为您过程中的薄弱环节。立即联系我们的钎焊专家,讨论我们如何帮助您构建更坚固、更可靠的产品。
图解指南