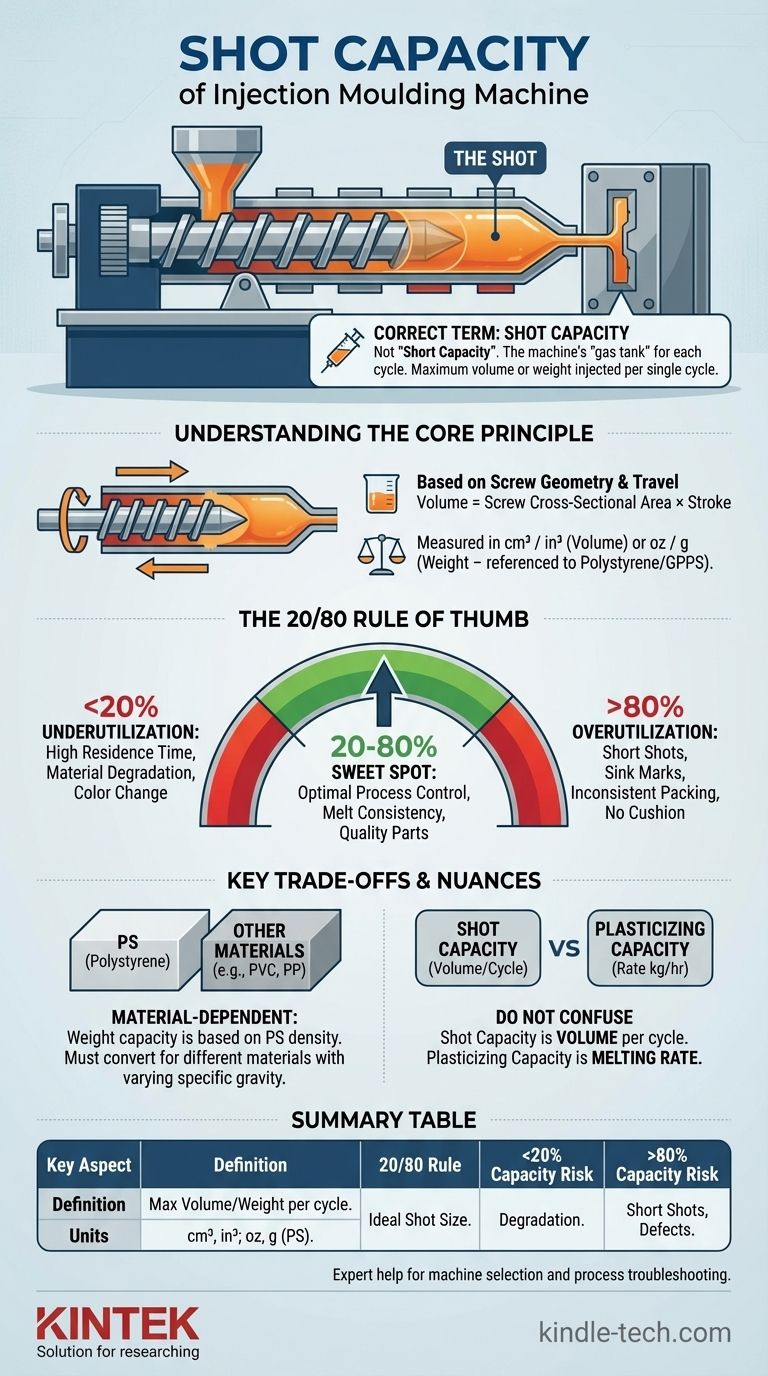
虽然这个术语常被称为“短射容量”,但在注塑成型中,正确的技术术语是注射量,也称为注射容量。它指的是机器螺杆在单个循环中可以向前推进并注入模具的最大熔融塑料体积或重量。这是注塑机最基本的规格之一。
注射量是机器每个循环的“油箱”。了解这个限制不仅仅是为了知道机器是否能生产零件,而是它能否生产出高质量的零件,没有缺陷,并具有稳定、可重复的工艺。
理解注射量:核心原则
注射量是注塑机的一个主要设计参数,决定了其能生产的零件的最大尺寸。
什么是注射量?
注射量是螺杆在注射过程中向前移动时可以置换的最大熔体体积。它是机器物理结构决定的一个硬性限制。
此规格始终由制造商列出,是为特定工作匹配机器的关键因素。
如何测量?
注射量有两种常见的测量方式:
- 体积:通常以立方厘米(cm³)或立方英寸(in³)表示。
- 重量:通常以盎司(oz)或克(g)表示。
至关重要的是,当以重量表示时,它总是参照特定材料,最常见的是通用聚苯乙烯(GPPS)。这是进行准确计算的关键细节。
螺杆和料筒的作用
容量是螺杆在料筒内几何形状的直接函数。它通过将螺杆的横截面积乘以其最大可能行程(螺杆行程)来计算。
当螺杆旋转并后退以熔化新塑料时,它会在其尖端前方的空间中形成一“射”熔融材料。机器的注射量是该空间可以容纳的最大可能体积。

为何注射量对生产至关重要
所需注射量与机器容量之间的不匹配是造成成型缺陷和工艺不稳定的主要原因。
将机器与模具匹配
注射量最重要的应用是确保机器能够物理填充模具。机器的注射量必须大于零件(或多个零件)的总容积加上输送塑料的流道系统的容积。
如果所需体积超过机器的容量,结果将是“短射”——一个不完整的零件。
20/80经验法则
为了实现最佳加工,您的零件总注射重量应使用机器额定注射量的20%到80%之间。
此范围被认为是工艺控制、熔体一致性和零件质量的“最佳点”。
不匹配的后果
超出20/80法则操作可能导致严重问题。
使用容量的不到20%意味着塑料在热料筒中停留时间过长。这种延长的滞留时间可能导致材料降解、颜色变化和机械性能不佳。
使用容量的超过80%几乎没有留下“缓冲”材料用于保压阶段。这会导致零件重量不一致、缩痕、尺寸控制不佳以及压力大、不稳定的工艺。
理解权衡和细微差别
仅仅查看制造商的规格表是不够的。您必须考虑具体的材料和工艺要求。
它总是与材料相关
机器以盎司或克表示的注射量是基于聚苯乙烯(PS)的。如果您使用具有不同熔体密度的不同材料,则必须调整计算。
例如,一台额定8盎司PS的机器将注入更重的致密PVC,但会注入更轻的密度较低的聚丙烯(PP)。您必须根据所选材料的比重来转换体积。
注射量与塑化能力
不要将注射量与塑化能力混淆。
- 注射量:每个循环注入的塑料体积。
- 塑化能力:机器熔化生塑料的速率,以千克/小时或磅/小时测量。
对于循环时间非常快的零件,即使注射量足够,机器熔化塑料的速度(塑化速率)也可能成为瓶颈。
为您的零件选择合适的机器
利用您对注射量的理解,做出有意识的、数据驱动的决策,从而在生产问题发生之前加以预防。
- 如果您的主要重点是设计新零件:计算您所需的总注射体积(零件+流道),并确保它舒适地落在目标机器20%至80%的利用率范围内。
- 如果您的主要重点是故障排除缺陷:验证您当前的注射量是否未太接近机器的最小或最大容量,因为这是降解和填充不一致的常见根本原因。
- 如果您的主要重点是更换材料:始终将机器额定注射量(基于PS)转换为您特定材料的等效重量,方法是使用其熔体密度。
掌握注射量概念是实现稳定、可重复且盈利的注塑工艺的基本步骤。
总结表:
| 关键方面 | 描述 |
|---|---|
| 定义 | 机器在一个循环中可注射的最大塑料体积/重量。 |
| 常用单位 | cm³、in³(体积);oz、g(重量,参照聚苯乙烯)。 |
| 20/80法则 | 理想注射量为机器容量的20-80%,以获得最佳质量。 |
| < 20% 容量 | 长时间滞留可能导致材料降解的风险。 |
| > 80% 容量 | 短射、缩痕和保压不一致的风险。 |
是否正为短射或材料降解而烦恼?您的注塑机注射量可能是罪魁祸首。
在KINTEK,我们专注于提供合适的实验室和生产设备以满足您的特定需求。无论您是设计新零件、排除缺陷还是更换材料,拥有正确的注塑机对您的成功至关重要。
让我们的专家帮助您:
- 选择完美的机器,为您的应用提供理想的注射量。
- 解决与注射量和材料行为相关的工艺问题。
- 确保稳定、可重复的工艺,最大限度地提高零件质量和盈利能力。
不要让不合适的机器限制您的生产。立即联系KINTEL进行咨询,确保您的下一个项目取得圆满成功!
图解指南