要选择合适的薄壁注塑机,您必须优先考虑四个关键性能参数:注射速度、注射压力、塑化能力和锁模力。这些规格并非独立存在;它们必须协同工作,以克服薄壁注塑的基本挑战,即在熔融塑料凝固之前完整且一致地填充模腔。在这些方面任何一个不足的机器都无法以具有竞争力的周期时间可靠地生产出高质量的零件。
核心目标不仅仅是购买一台高规格的机器,而是选择一个能够提供极致精度和可重复性的集成系统。合适的机器能够最大限度地缩短周期时间并确保工艺稳定性,这是大批量薄壁生产盈利能力的基石。
薄壁性能的核心支柱
薄壁注塑的物理特性——将熔融聚合物强制通过非常窄的横截面——对注塑机提出了极高的要求。了解这些要求是做出明智选择的关键。
注射速度:不可或缺的要求
薄壁应用需要极高的注射速度,通常超过 500 毫米/秒,而专业的包装应用则要求 700 毫米/秒或更高。
这种速度对于在材料凝固之前填充模腔至关重要,这种现象被称为“短射”。零件的薄横截面导致熔融塑料在接触较冷的模具表面后几乎立即冷却并凝固。
为了实现这一点,高性能液压机依靠蓄能器,它储存液压压力以提供爆发性的速度。现代全电动机器通过大功率伺服电机实现这一点,提供卓越的控制和加速。
注射压力:克服流动阻力
薄壁零件的狭窄流道会产生巨大的阻力。机器必须具有足够的注射压力——通常超过 2,500 巴(36,000 磅/平方英寸)——才能克服这种阻力。
这种高压不仅对于填充零件是必要的,而且对于有效保压也是必要的,以补偿材料在冷却时的收缩。压力能力不足会导致缩痕、空隙和尺寸不稳定性。
锁模力:保持模具闭合
高注射压力会产生一个相等且相反的力,试图将模具的两半推开。机器的锁模单元必须提供足够的力来抵抗这种压力,保持模具闭合。
所需的锁模力通过将零件的总投影面积(包括流道系统)乘以型腔内的峰值注射压力来计算。锁模力不足的机器将导致模具轻微打开,产生飞边(多余的塑料从分型线溢出)。
同样重要的是模板的刚性。即使锁模力足够,在压力下弯曲的模板也会导致飞边和不一致的零件质量。
塑化能力:跟上短周期
薄壁注塑的特点是周期时间极短,通常在 2 到 5 秒之间。机器的螺杆和料筒系统必须能够在如此短暂的恢复时间内熔化足够的塑料树脂以进行下一次注射。
这被称为塑化速率,以千克/小时或磅/小时衡量。塑化能力不足的机器无法跟上,迫使您延长周期时间,从而破坏您的生产效率。寻找螺杆设计用于高吞吐量和强大螺杆驱动电机的机器。

机器架构:电动与液压
选择全电动、液压或混合机器是一个由您的具体应用和优先级驱动的核心决策。
全电动机器的优势
全电动机器使用高精度伺服电机进行所有运动。它们的主要优点是无与伦比的重复性、能源效率和清洁度。
对每个轴的数字控制允许精确的注射曲线和并行功能(例如,在锁模打开时弹出零件),这可以显著缩短周期时间。它们安静、清洁的操作使其成为医疗和食品级包装的理想选择。
高性能液压机器的作用
液压机,特别是配备蓄能器的液压机,是众所周知的耐用型机器,以提供巨大的注射速度和动力而闻名。对于需要非常高锁模力的应用,它们可能是一种更具成本效益的解决方案。
虽然它们可能无法提供与全电动型号相同的微精度水平,但具有闭环控制的现代液压机为许多大批量薄壁应用提供了卓越的性能。
混合机的优势
混合机提供了一个引人注目的折衷方案,将电动螺杆驱动和注射单元与液压锁模相结合。这种架构为您提供了电动注射的能源效率和精度,同时保留了液压锁模的成本效益动力。混合机是薄壁包装日益流行的选择。
理解权衡和关键细节
除了四个主要规格之外,其他几个因素也可能决定您的薄壁注塑操作的成败。
超越规格表:机器刚性
机器的技术数据表并不能说明全部情况。机器框架和模板的整体刚性至关重要。在薄壁注塑的高应力下扭曲或弯曲的机器永远不会稳定,导致飞边、尺寸差异和模具过早磨损。
控制器:操作的大脑
机器的控制器必须足够快速和响应灵敏,才能实时管理过程。毫秒级的压力和速度变化很常见。一个具有闭环过程控制的强大控制器对于保持每次注射的一致性至关重要。
与自动化集成
薄壁生产几乎总是自动化的。机器必须设计成与用于零件取出和模内贴标(IML)的机器人无缝集成。确保控制器和安全系统易于与第三方自动化兼容。
为您的应用做出正确选择
使用您的具体生产目标来指导您的最终选择。
- 如果您的主要关注点是包装的最大速度(例如,容器、盖子):优先选择专业的包装机(通常是混合机或全电动机器),其注射速度超过 700 毫米/秒,并具有强大的并行功能以最大限度地缩短周期时间。
- 如果您的主要关注点是高精度医疗或电子零件:强调全电动机器的工艺控制和注射间重复性,并配备先进的工艺监控功能。
- 如果您正在运行需要非常高锁模力的大型零件:配备蓄能器的高性能液压机可能提供锁模力和注射性能最具成本效益的组合。
- 如果您的预算是针对不太极端的薄壁零件的关键限制:一台配置良好、配备蓄能器组件以实现高速注射的通用液压机,可以是一个可行且有效的解决方案。
最终,选择合适的机器是一个系统级的决策,它平衡了速度、精度和成本,以确保盈利和可靠的生产。
总结表:
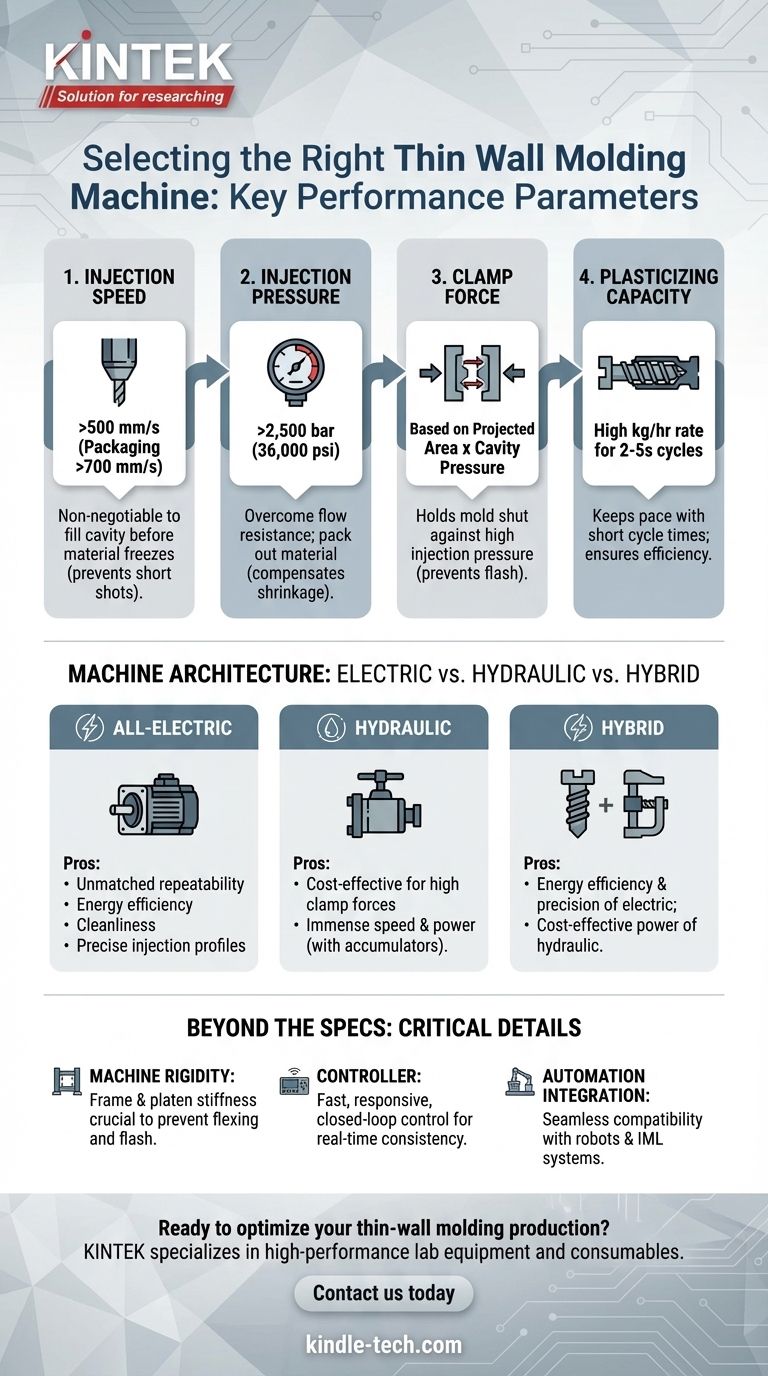
| 参数 | 关键考虑因素 | 典型范围 |
|---|---|---|
| 注射速度 | 必须在塑料凝固前填充型腔 | >500 毫米/秒,最高可达 700+ 毫米/秒 |
| 注射压力 | 克服窄型腔中的流动阻力 | >2,500 巴(36,000 磅/平方英寸) |
| 锁模力 | 在高注射压力下保持模具闭合 | 基于投影面积 x 型腔压力 |
| 塑化能力 | 在短周期时间内熔化足够的树脂 | 2-5 秒周期需要高千克/小时速率 |
准备好优化您的薄壁注塑生产了吗? KINTEK 专注于高性能实验室设备和耗材,为实验室提供精密注塑解决方案。我们的专家可以帮助您选择完美的机器,以最大限度地提高速度、精度和盈利能力。立即联系我们,讨论您的具体薄壁应用需求!
图解指南