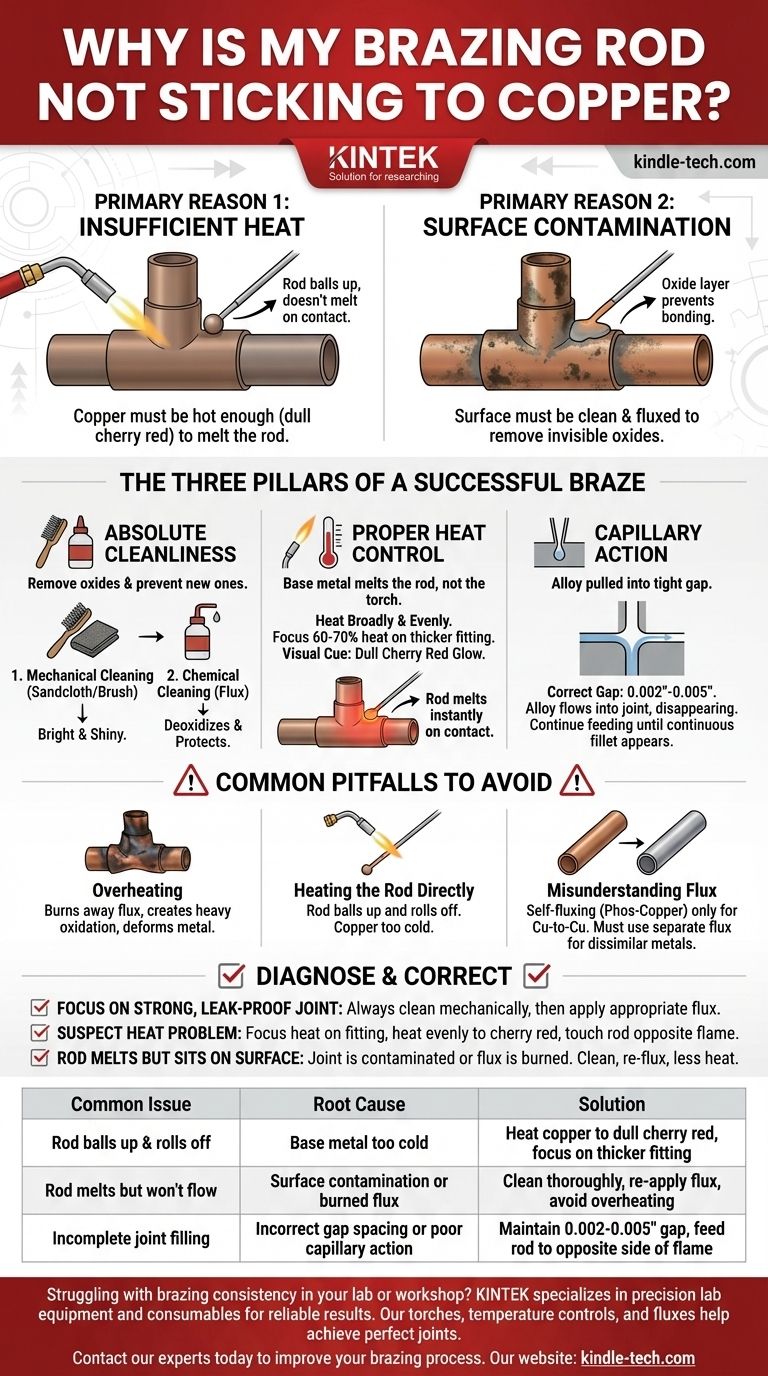
归根结底,钎焊条无法粘附在铜上主要有两个原因:母材受热不足或表面受到污染。 铜本身必须足够热——通常是暗樱桃红色——才能在接触时熔化钎焊条。如果表面不完全清洁且未受到焊剂保护,就会形成一层看不见的氧化层,阻止熔融填充合金与铜结合。
钎焊不是用熔化的焊条将零件“粘合”在一起的过程。它是一个冶金过程,您需要创造一个过热、清洁的环境,使母材(铜)熔化填充焊条,并通过毛细作用将合金吸入接头,形成比铜本身更坚固的结合。
成功钎焊的三个支柱
要解决“不粘附”的问题,您必须掌握三个基本原则。其中任何一个环节的失败都将导致接头失败。
支柱1:绝对清洁
污染是良好钎焊的无声敌人。当铜受热时,它几乎立即与空气中的氧气反应,形成一层氧化铜。熔融的钎焊合金不能也不会与这层氧化物结合。
您的首要任务是去除所有现有的氧化物并防止新氧化物的形成。这是一个两步过程:机械清洁,然后是化学清洁(焊剂)。
- 机械清洁: 使用砂布或钢丝刷打磨管道外部和接头内部。表面必须清洁至均匀光亮,没有黑点。
- 化学清洁(焊剂): 机械清洁后,在两个表面涂上一层薄而均匀的适当钎焊焊剂。焊剂起到脱氧剂、温度指示剂和保护罩的作用,防止在加热接头时重新氧化。
支柱2:适当的热量控制
这是初学者最常见的失败点。您不能用焊枪火焰熔化钎焊条。您需要加热铜管和接头,直到它们足够热,能够自行熔化焊条。
正确的技术包括广泛而均匀地加热组件。由于接头通常比管道更厚更重,因此需要更多的热量。将大约60-70%的热量集中在接头上,以确保整个组件同时达到温度。
视觉线索是颜色。加热铜,直到它发出微弱的暗樱桃红色光芒。在这个温度下,如果您将钎焊条接触到接缝处,仅铜本身的热量就应该立即将其熔化。
支柱3:毛细作用的作用
如果接头清洁且热量正确,最后一个原则是毛细作用。这是一种物理力,将液态钎焊合金吸入管子和接头之间紧密、均匀的间隙中。
为了使毛细作用发挥作用,间隙必须正确——通常在0.002"到0.005"之间。如果间隙太紧,合金就没有流动的空间。如果太松,毛细力太弱,无法将填充物吸入并完全分布。
当您将焊条引入热接头时,它应该熔化并立即被吸入接缝,从视线中消失。您应该继续送入焊条,直到看到一个连续的焊角(一圈薄薄的合金)出现在接头周围。

要避免的常见陷阱
了解不该做什么与了解正确程序同样重要。
过热的危险
施加过多的热量与过少的热量一样具有破坏性。过热会烧掉您的保护焊剂,产生焊剂无法去除的厚重、深色氧化皮(氧化),甚至可能熔化或使铜变形。目标是受控的樱桃红色,而不是明亮的橙色光芒。
直接加热焊条的错误
一个经典的初学者错误是将焊枪指向钎焊条以熔化它,试图将其“滴”到接头上。这会导致焊条结成球状并滚落,因为铜太冷,无法让合金“润湿”表面并流动。焊枪加热零件;零件熔化焊条。
误解焊剂
不同的钎焊合金有不同的焊剂要求。对于铜-铜接头,含磷合金(如15%磷铜焊条)是自钎焊的,因为磷充当脱氧剂。然而,当钎焊铜与异种金属(如黄铜或钢)时,您必须使用单独的焊剂。在错误的情况下假设合金是自钎焊的,这必然会导致失败。
为您的目标做出正确选择
使用此清单来诊断和纠正您的技术。
- 如果您的主要目标是坚固、防漏的接头: 始终首先用砂布机械清洁管子和接头,直到它们均匀光亮,然后涂上一层薄薄的正确焊剂。
- 如果您怀疑存在热量问题: 将大部分热量集中在较厚的接头上,将组件均匀加热至樱桃红色,然后将焊条接触到火焰对面的接头。铜本身应该立即熔化焊条并将其吸入。
- 如果焊条熔化但只是停留在表面: 您的接头要么被污染,要么您因过热而烧掉了焊剂。让它冷却,彻底清洁,重新涂抹焊剂,然后用较少的热量再次尝试。
掌握清洁度和热量之间的关系,您将掌握钎焊过程。
总结表:
| 常见问题 | 根本原因 | 解决方案 |
|---|---|---|
| 焊条结成球状并滚落 | 母材太冷 | 将铜加热至暗樱桃红色,重点加热较厚的接头 |
| 焊条熔化但不流动 | 表面污染或焊剂烧毁 | 彻底清洁,重新涂抹焊剂,避免过热 |
| 接头填充不完整 | 间隙间距不正确或毛细作用差 | 保持0.002-0.005"的间隙,将焊条送入火焰的另一侧 |
在您的实验室或车间为钎焊一致性而苦恼吗? KINTEK专注于精密实验室设备和耗材,确保可靠的结果。我们的钎焊枪、温度控制器和高纯度焊剂帮助技术人员和工程师每次都能实现完美的接头。
立即联系我们的专家,讨论KINTEK的解决方案如何改进您的钎焊工艺,并为您的实验室或制造需求提供更坚固、更可靠的连接。
图解指南
相关产品
- 用于高温应用的氮化硼(BN)陶瓷棒
- 精密加工氧化钇稳定氧化锆陶瓷棒,用于工程先进精细陶瓷
- 用于工业应用的工程先进氧化铝陶瓷绝缘棒 Al2O3
- 定制PTFE特氟龙搅拌棒回收杆制造商
- 真空热处理烧结钎焊炉




