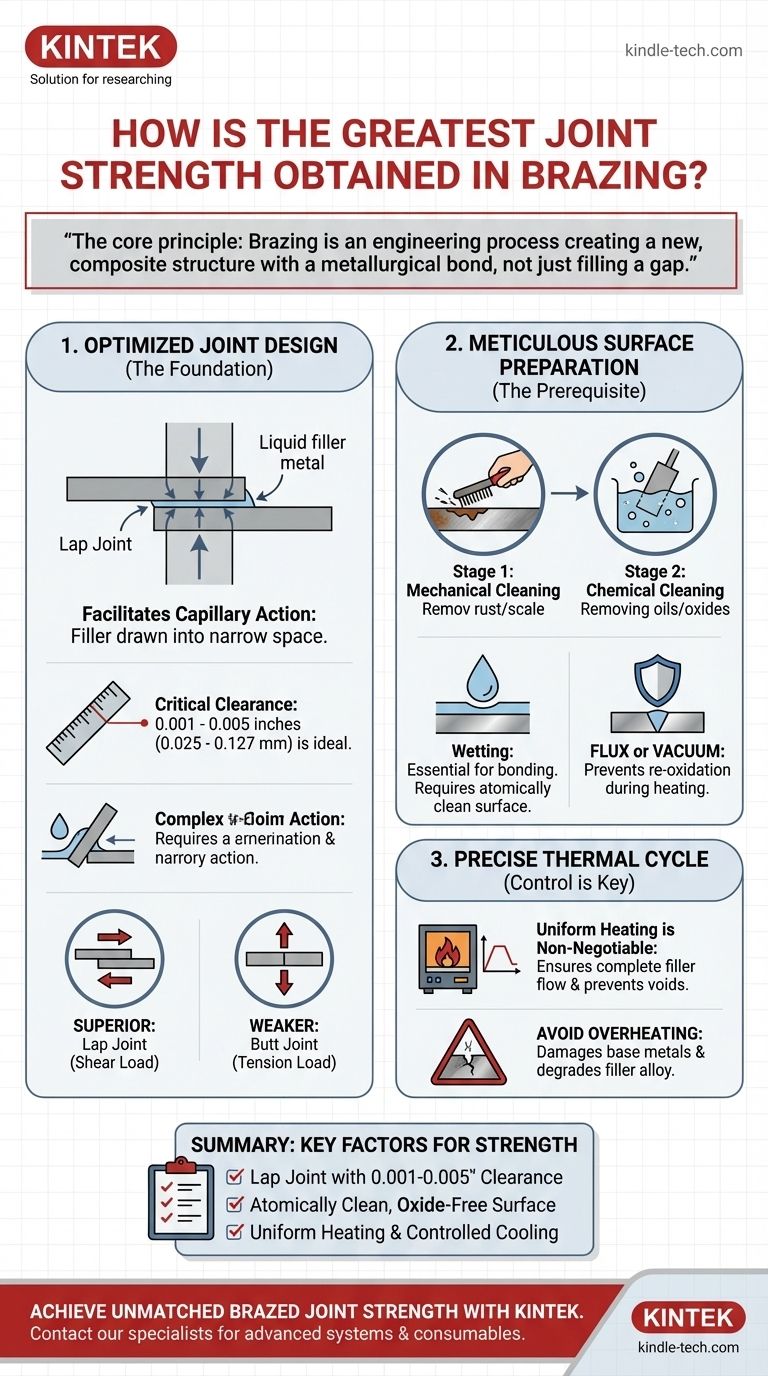
简而言之,钎焊中获得最大接头强度并非靠单一的措施,而是通过系统地控制三个关键因素:优化接头设计以促进毛细作用力、一丝不苟地清洁母材表面以实现适当的润湿,以及精确控制加热和冷却循环。正确执行后,形成的钎焊接头是一种冶金结合,其强度通常超过母材本身。
核心原则是:钎焊不仅仅是用熔融金属填充间隙。它是一个工程过程,会形成一个新的复合结构,其强度来源于母材和将它们粘合在一起的极薄而坚固的填充合金层。
基础:优化接头设计
接头的设计是决定其最终强度的最重要因素。不良的设计无法通过完美的执行来弥补。
毛细作用力的威力
钎焊依靠的是毛细作用力,即一种将液体吸入非常狭窄空间的力量,即使是抵抗重力也是如此。填充合金不是被倒入接头中;而是被吸入的。
成功的设计有助于发挥这种自然力,确保填充金属完全均匀地分布在整个接头界面。
接头间隙的关键作用
接头间隙——待连接的两个部件之间的空隙——至关重要。必须精确控制此间隙。
- 间隙过大会削弱或阻止毛细作用力,导致填充不完全,并留下相对较厚的软填充金属层,这决定了接头的强度。
- 间隙过小可能会完全阻止填充合金流入接头,导致空隙和不牢固、不完全的结合。
对于大多数常见的填充金属,理想的间隙通常在 0.001 到 0.005 英寸(0.025 到 0.127 毫米)之间。
为什么剪切接头更优越
最牢固的钎焊接头几乎总是被设计成承受剪切载荷。这是通过搭接头实现的,其中两个表面相互重叠。
对接头,即两个部件首尾相接,会将载荷置于拉伸状态。这会将所有应力集中在填充金属的薄横截面上,使其成为最薄弱的环节。相比之下,搭接头将载荷分布在更大的表面积上,将应力传递给更坚固的母材。

先决条件:一丝不苟的表面准备
填充合金只能与完全清洁的表面结合。污染物会形成屏障,阻止冶金结合的形成。
理解“润湿”
润湿是指熔融的填充合金能够流过并粘附在母材表面的能力。没有绝对的清洁,就不可能实现适当的润湿。
润湿的主要敌人是氧化物(锈或变色)、油污、油脂和污垢。在钎焊过程之前,必须立即将它们完全清除。
清洁过程
准备工作涉及两个阶段的方法。首先,使用机械清洁(如打磨、研磨或钢丝刷)去除重度氧化物和氧化皮。
其次,使用化学清洁(如用溶剂脱脂或使用酸/碱溶液)去除所有残留的油污和细小氧化物,形成一个原子级清洁的表面,为结合做好准备。
助焊剂或真空的作用
即使清洁后,金属在加热时也会迅速重新氧化。为防止这种情况,会在接头区域涂上助焊剂。
助焊剂是一种在填充合金熔化之前熔化的化合物,它能保护表面免受氧气侵害,并溶解加热过程中形成的任何新氧化物。在真空钎焊中,整个过程在一个没有空气的腔室内进行,这起到了与助焊剂相同的保护作用。
理解权衡和常见陷阱
要获得完美的接头,需要在相互竞争的因素之间取得平衡,并避免破坏强度的常见错误。
间隙与填充物流动性的困境
非常小的接头间隙(例如 0.001 英寸)可以产生最高的理论强度。然而,这也使得填充物更难完全流动,增加了出现空隙的风险。稍大的间隙可以确保更可靠、更完全的填充,即使最终强度略有降低。
过热的危险
过高的热量可能具有极大的破坏性。它可能会通过改变母材的淬火状态来损坏母材,可能导致填充金属剧烈侵蚀母材,或者导致填充合金本身中关键元素的损失,从而降低其性能。
均匀加热是不可或缺的
整个组件必须均匀加热到钎焊温度。如果一个部件明显更热,填充金属会优先被吸向该区域,导致接头其他部分填充不足并产生空隙。填充物会流向热源。
修复有缺陷的接头
有缺陷的接头通常可以通过重新钎焊来修复。但是,你不应该简单地重新熔化现有的填充物。大多数钎焊合金在初始循环后具有更高的再熔化温度。正确的程序是向有缺陷的区域施加助焊剂和少量新的填充合金,然后重新运行热循环。
根据您的目标做出正确的选择
根据您的具体目标应用这些原则,以确保获得可靠的高强度接头。
- 如果您的主要重点是最大的结构完整性: 设计一个具有足够重叠和精确控制的间隙(0.001-0.003 英寸)的搭接头,然后专注于一丝不苟的清洁并确保 100% 的接头填充。
- 如果您的主要重点是可重复的生产: 标准化清洁过程,使用夹具来保持一致的接头间隙,并自动化热循环以消除工艺变化。
- 如果您的主要重点是故障接头的故障排除: 检查断口。如果它发生在远离接头的母材中,则钎焊是成功的。如果它在结合线上失效,则表明润湿存在问题,很可能是由于清洁不当或助焊剂使用不当造成的。
将钎焊视为一门精确的工程学科,您可以持续制造出满足并超越其连接材料强度的接头。
摘要表:
| 关键因素 | 关键操作 | 理想参数/目标 |
|---|---|---|
| 接头设计 | 通过搭接头促进毛细作用力 | 间隙:0.001-0.005 英寸 (0.025-0.127 毫米) |
| 表面准备 | 通过清洁实现完美润湿 | 原子级清洁、无氧化物表面 |
| 热循环 | 确保均匀加热和冷却 | 防止母材损坏和确保填充金属完全流动 |
使用 KINTEK 实现无与伦比的钎焊接头强度
是否正受接头失效或钎焊结果不一致的困扰?实现最大强度所需的高精度要求正确的设备和专业知识。KINTEK 专注于先进的钎焊系统和耗材,为实验室和制造商提供每次实现完美冶金结合所需的可靠工具。
我们的解决方案确保了对完美填充金属流动和接头完整性至关重要的精确温度控制和均匀加热。让我们的专家帮助您优化工艺,以获得卓越、可重复的强度。
立即联系我们的钎焊专家,讨论我们如何加强您的生产。
图解指南