
在制药领域,精度和可靠性至关重要。手动压片机就是在这一过程中发挥关键作用的重要设备之一。它通过无缝操作,将原材料转化为我们赖以生存的基本药物。要保持效率并确保最终产品的质量,就必须了解该设备的复杂性,例如更换橡胶圈和部件的步骤。
操作步骤
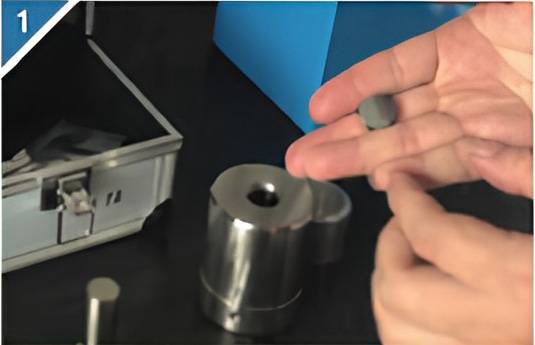
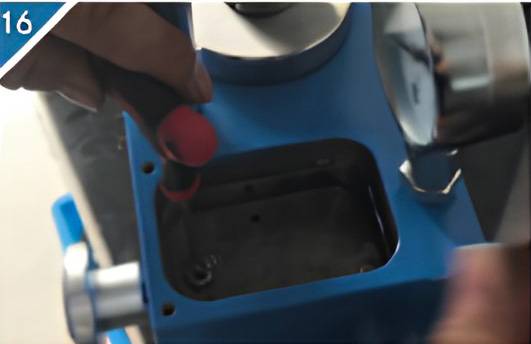
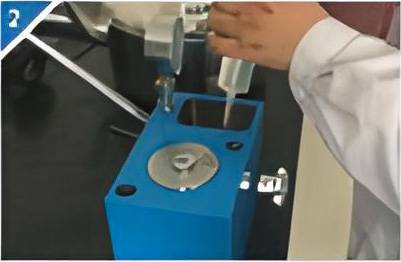
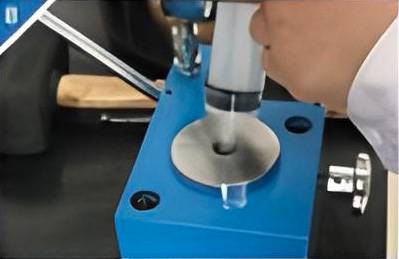
1.组装模盖和模底,放置模件。
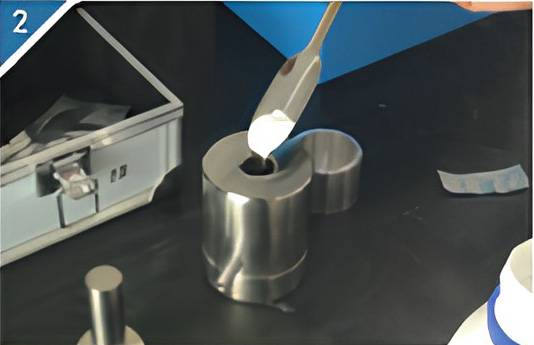
第 2 步:预压样品,关上门开始抽真空。

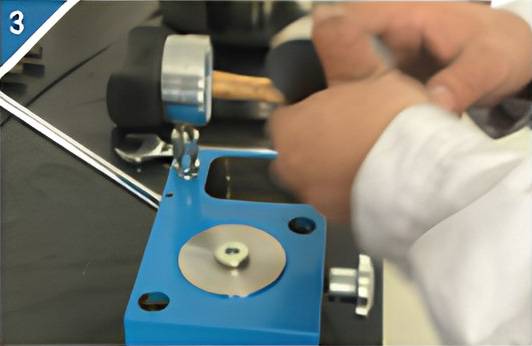
3.用模具杆压平样品。

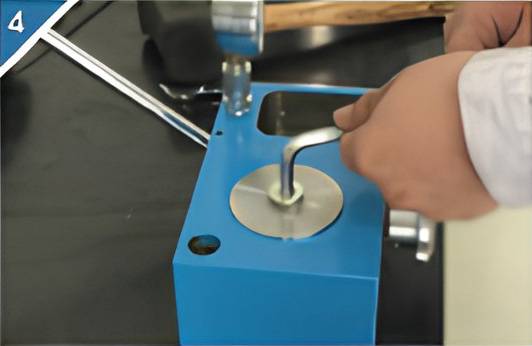
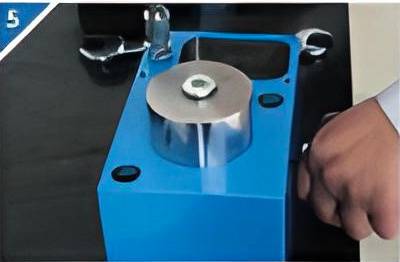
4.将模具放入压片机。
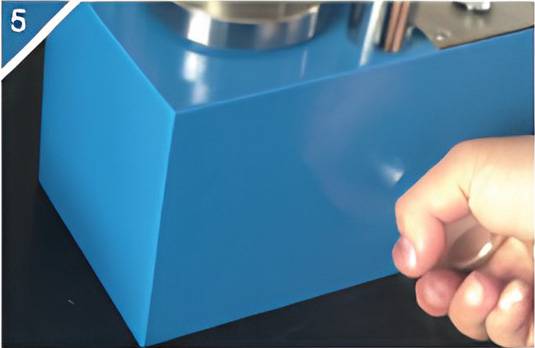
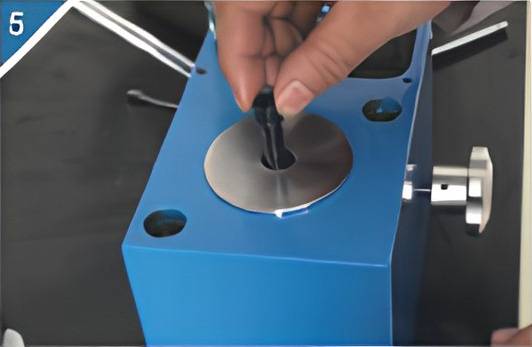
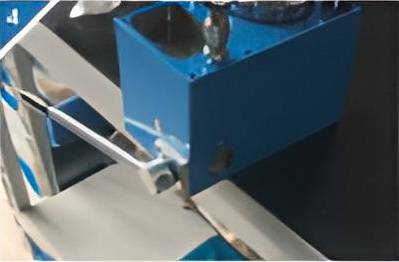
5.拧紧放油阀阀杆。
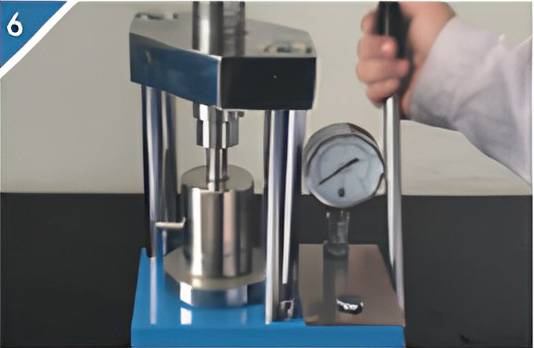
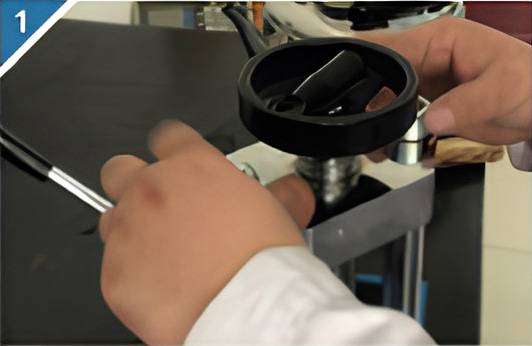
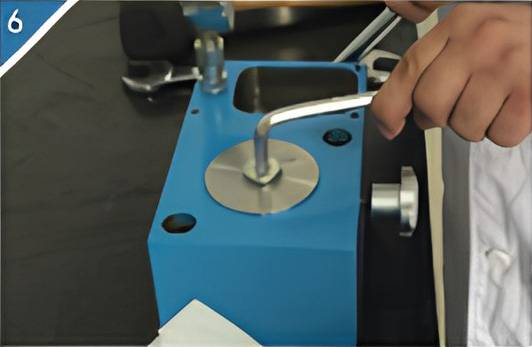
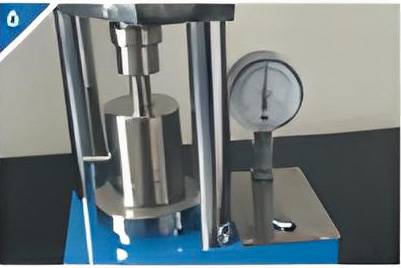
6.摇动手柄,将压力增加到所需压力。
7.将样品压至所需压力后,保持压力一段时间。
8.松开放油阀阀杆。

9.取下模具。

10.拆下模具底部。

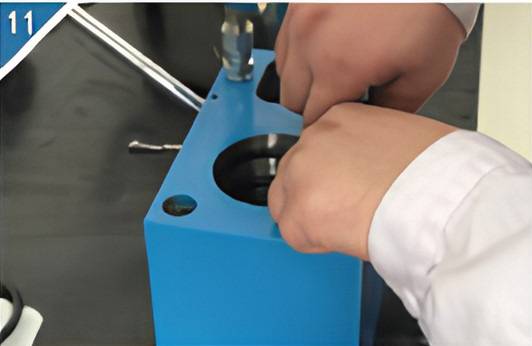
11.安装脱模工具。

12.将组装好的模具放入压片机。

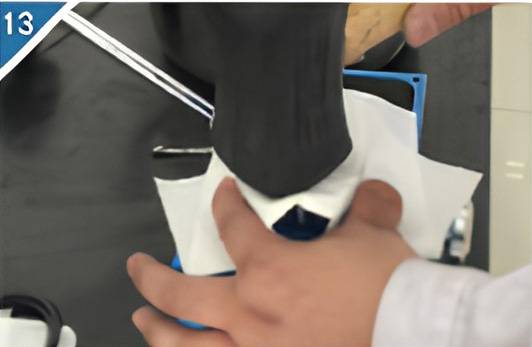
13.使用压片机的螺钉将样品从模具中顶出。

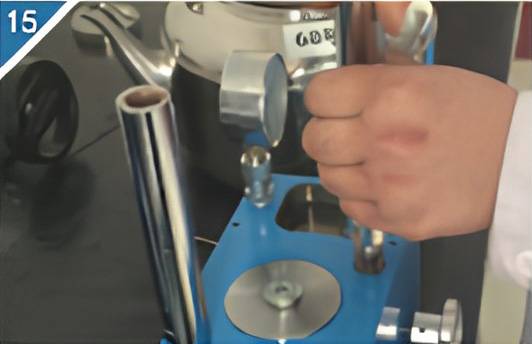
14.从压片机中取出模具。
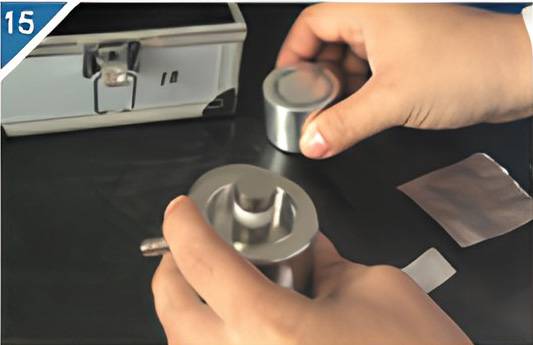
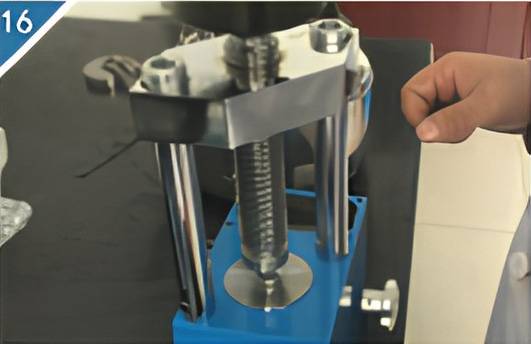
15.取下脱模工具。

16.从模具中取出样品。
更换橡胶圈
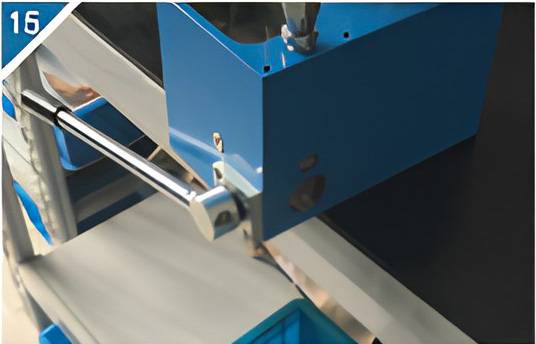
1.松开上板的紧固螺钉,取下安板。

2.拆下立柱。
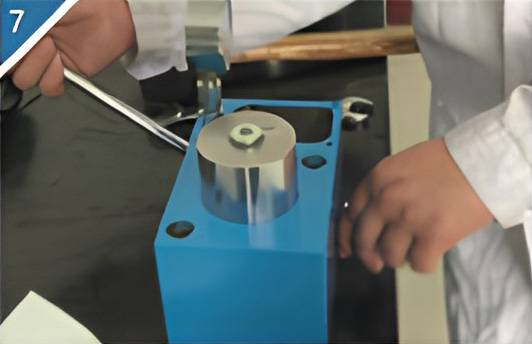
3.卸下油缸顶盖。
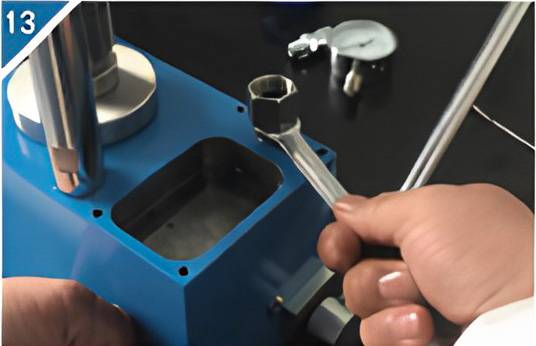
4.用 8 毫米内六角板松开大油缸的锁紧螺母。
5.卸下油缸中的拉紧弹簧螺钉。
6.装上大油缸锁紧螺母。
7.拧紧放油阀阀杆,摇动压力手柄,用液压油推出大油缸。
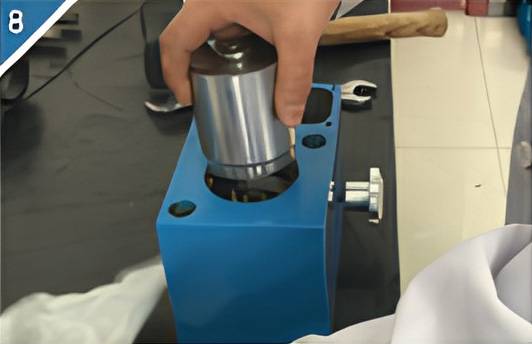
8.卸下大油缸。
9.从油缸中取出液压油。
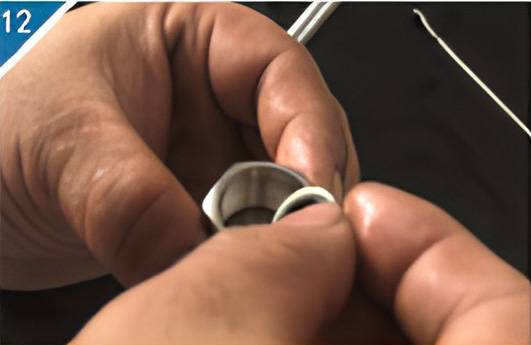
10.从油缸上取下密封环。
11.更换新的密封环。

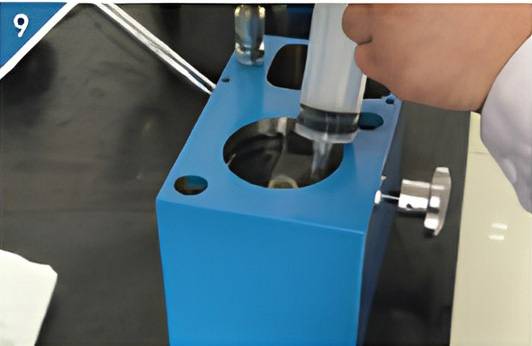
12.将油缸放在油缸孔上。
13.用橡胶锤将大油缸砸回底部。
14.拧紧拉簧螺钉和大油缸密封螺母。
15.恢复立柱。
16.恢复上板。
更换附件
1.卸下支撑套筒的四个固定螺钉。
2.取下加压手柄。

3.取下导向套筒。

4.使用大平板松开小柱塞。
5.取下柱塞。

6.换上新的小柱塞。

7.使用专用板拧紧小柱塞。
8.恢复导套和压力手柄。
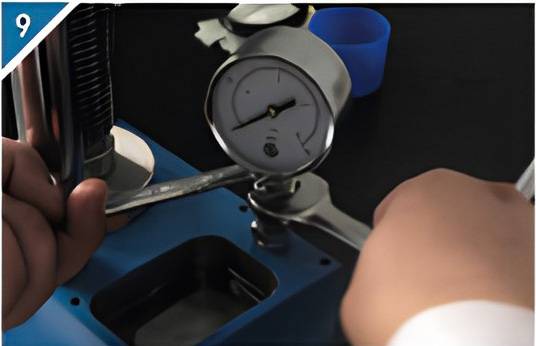
9.分离压力表和压力表柱。
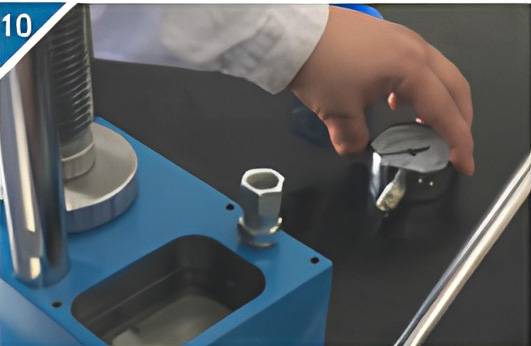
10.取下指针式压力表。
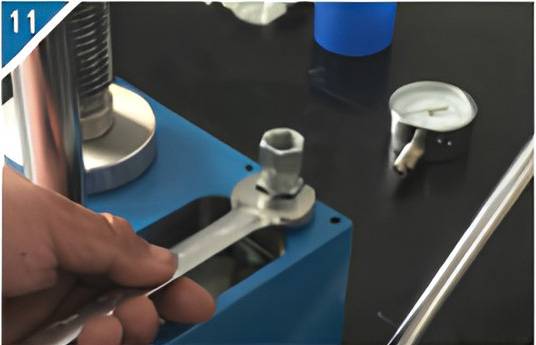
11.拆下压力表连接柱。
12.组装数字表连接柱。
13.安装压力表连接柱。
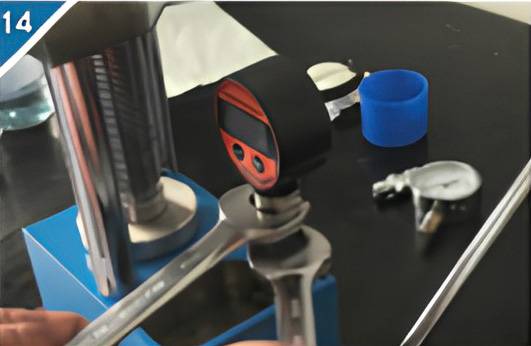
14.将数字表和数字表连接柱固定在一起。
15.如果压力没有增加,则需要松开柱塞上的螺钉,摇动压力手柄以释放一些油,然后拧紧高压阀的螺钉。
16.用薄板推开单向阀的球体,摇动压力手柄释放气体。
注意事项

问题 1:油池不吸油。为了防止运输过程中漏油,注油孔螺丝拧得很紧。然而,油池被紧紧密封,油缸无法正常吸入液压油并加压。正常使用时需要松开该螺丝。
问题 2:油池缺油,无法加压。正常情况下,油池中的油位比平面低 5-10 毫米。当远远低于该位置时,需要补充油液。一般添加 68# 抗磨损液压油。

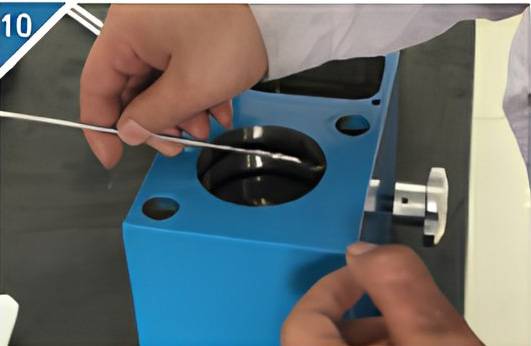
问题 3:油路中的进气口未加压 将空气吸入油路,用细螺丝刀打开单向阀中的球。用另一只手摇动压力手柄 12,排出空气,设备恢复正常。
问题 4:高压阀不加压。压片机背面六角螺丝中的单向阀发生故障,导致无法加压。一般情况下,需要释放内六角螺丝的压力,取出里面的弹簧和钢珠,擦拭干净后再恢复原状。然后再尝试加压。
问题 5:拉伸弹簧变形。不要超过油缸的规定行程。这将导致拉伸弹簧变形,使油缸无法返回原位。使用时请注意油缸的高度。
问题 6:模具超压。加压时需要注意,模具必须放在压片机的中心位置。并且不能超过模具所能承受的最大压力,以免模具变形。

问题 7:引线螺杆变形。加压时要注意,螺杆的所有螺纹都必须进入上板,不能只连接几个扣,以防止螺杆螺纹变形而无法使用。
问题 8:更换液压油。压片机最好使用清洁的 68 号抗磨损液压油。如果颜色变黑或有许多颗粒,则需要及时更换。
总之,手动压片机证明了制药行业科学与技术之间的微妙平衡。当我们深入了解这一重要设备的精细操作时,从小心翼翼地更换橡胶圈到有条不紊地更换零件,我们对影响无数人生命的药物生产过程中的精湛工艺有了更深刻的认识。在不断发展的制药业中,知识和精度将继续成为创新背后的驱动力,确保所有人拥有更健康、更坚韧的未来。
















