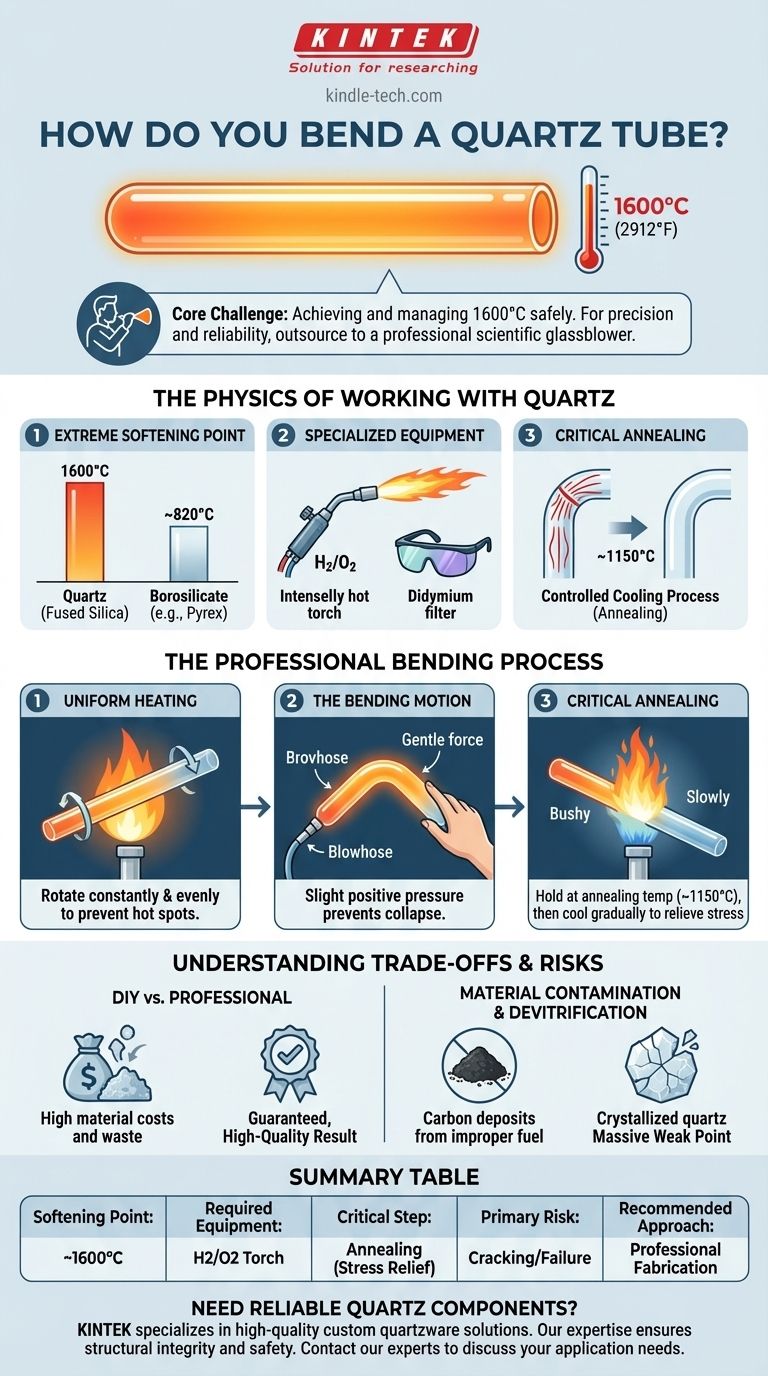
弯曲石英管是一个专业过程,需要使用高温设备将其加热到软化点。与普通玻璃不同,石英(熔融石英)的工作温度极高,约为1600°C(2912°F),远超标准丙烷或MAPP气体焊枪的范围。该过程需要精确的温度控制、均匀旋转和缓慢的冷却过程,以防止应力裂纹。
弯曲石英的核心挑战并非弯曲本身,而是实现和安全管理所需温度的极端困难。对于任何需要精度或可靠性的应用,这项工作最好外包给专业的科学玻璃吹制师。
石英加工的物理学
要理解为什么弯曲石英如此困难,您必须首先了解其独特的材料特性,这与普通硼硅玻璃(如派热克斯玻璃)有显著不同。
极高的软化点
石英在技术上并非“玻璃”,而是一种高纯度的无定形二氧化硅。其软化点——即它变得可塑的温度——大约是1600°C。
这几乎是硼硅玻璃(约820°C)软化点的两倍。炉子使用中提到的1100°C-1200°C范围是其最高使用温度,在此温度下它仍保持刚性。1200°C下的变形是结构失效的迹象,而非可加工状态。
对专用设备的需求
达到并维持1600°C需要专用焊枪。行业标准是氢氧(H2/O2)焊枪,也称为氢氧焊枪。
这些焊枪能产生干净、炽热的火焰,这是加工石英所必需的。您还需要带有镨钕滤光片(通常为5级或更高)的专用安全眼镜,以保护您的眼睛免受强烈的钠焰和红外辐射。
退火的重要性
虽然石英具有出色的抗热震性,但任何局部加热和弯曲都会在材料结构中引入显著的内应力。
如果这些应力得不到释放,管子将变得极其脆弱,并可能在以后,无论是自发地还是在温度变化期间,发生裂纹。这种应力释放是通过称为退火的受控冷却过程实现的。

专业弯曲过程
科学玻璃吹制师遵循精确的工作流程,以确保弯曲件坚固且尺寸稳定。
步骤1:均匀加热
玻璃吹制师使用焊枪在要弯曲的区域周围加热一个宽而均匀的带。管子必须持续均匀地旋转以防止出现热点。
加热不均匀是导致失效最常见的原因,因为一侧会变软而另一侧保持刚性,导致管子塌陷或起泡。
步骤2:弯曲动作
一旦加热部分发出明亮的橙白色光芒并开始在自身重量下屈服,就施加轻柔而稳定的力来形成弯曲。
通过一端旋转接头吹气,使管子保持轻微的正压。这可以防止软化的管壁在弯曲过程中向内塌陷。
步骤3:关键退火
弯曲形成后,玻璃吹制师立即减小火焰,并用一个大而蓬松的火焰“沐浴”整个弯曲区域。
这使工件保持在退火温度(约1150°C),以使内部应力得以释放。然后缓慢撤回火焰,使该区域逐渐均匀冷却。跳过此步骤必然会导致未来的失效。
了解权衡和风险
在没有适当培训和设备的情况下尝试弯曲石英,充满了挑战。
DIY与专业制造
主要的权衡是成本与可靠性。虽然自己尝试可能看起来更便宜,但石英管、专用焊枪和安全设备的高成本加起来不菲。
考虑到失败尝试和材料浪费的高可能性,外包给专业玻璃吹制师通常更具成本效益,以获得有保证的高质量结果。
材料污染和失透
使用不当的燃料,如丙烷,可能会将碳沉积到石英中,使其变弱。此外,将石英长时间保持在高温下会导致其失透或结晶。
这种结晶区域(方石英)具有不同的热膨胀系数,并会在冷却时产生一个巨大的弱点,导致开裂。
失败的高昂代价
拙劣的弯曲不仅仅是外观缺陷;它是一种结构缺陷。对于任何科学或工业过程,特别是涉及真空或压力的过程,使用受损的石英组件都是一个重大的安全风险。
为您的目标做出正确选择
您的方法应完全由组件的最终应用决定。
- 如果您的主要重点是非关键原型或学习技能:您可以使用正确的氢氧焊枪和安全装备尝试此操作,但您必须为陡峭的学习曲线和大量的材料浪费做好计划。
- 如果您的主要重点是用于研究或生产的可靠、尺寸精确的零件:将工作外包给专业的科学玻璃吹制师。这是确保安全、无应力且功能性组件的唯一方法。
- 如果您的主要重点只是布设高温工艺:评估库存的预制弯曲石英管或使用直管和连接器的定制组件是否能满足您的需求,而无需定制弯曲。
最终,了解石英加工的极端要求是实现成功和安全结果的第一步。
总结表:
| 关键考虑因素 | 详情 |
|---|---|
| 软化点 | ~1600°C (2912°F) |
| 所需设备 | 氢氧(H2/O2)焊枪 |
| 关键步骤 | 退火以释放内应力 |
| 主要风险 | 因应力或冷却不当而开裂 |
| 推荐方法 | 专业制造以获得可靠结果 |
需要为您的实验室提供可靠、专业制造的石英组件吗?弯曲石英需要极高的精度和专用设备,以确保结构完整性和安全性。KINTEK专注于高质量的实验室设备和耗材,包括定制石英器皿解决方案。我们的专业知识确保您的组件制造正确,为您节省时间、成本和材料失效的风险。立即联系我们的专家,讨论您的具体应用需求,并获得为您研究或生产量身定制的耐用、无应力解决方案。
图解指南