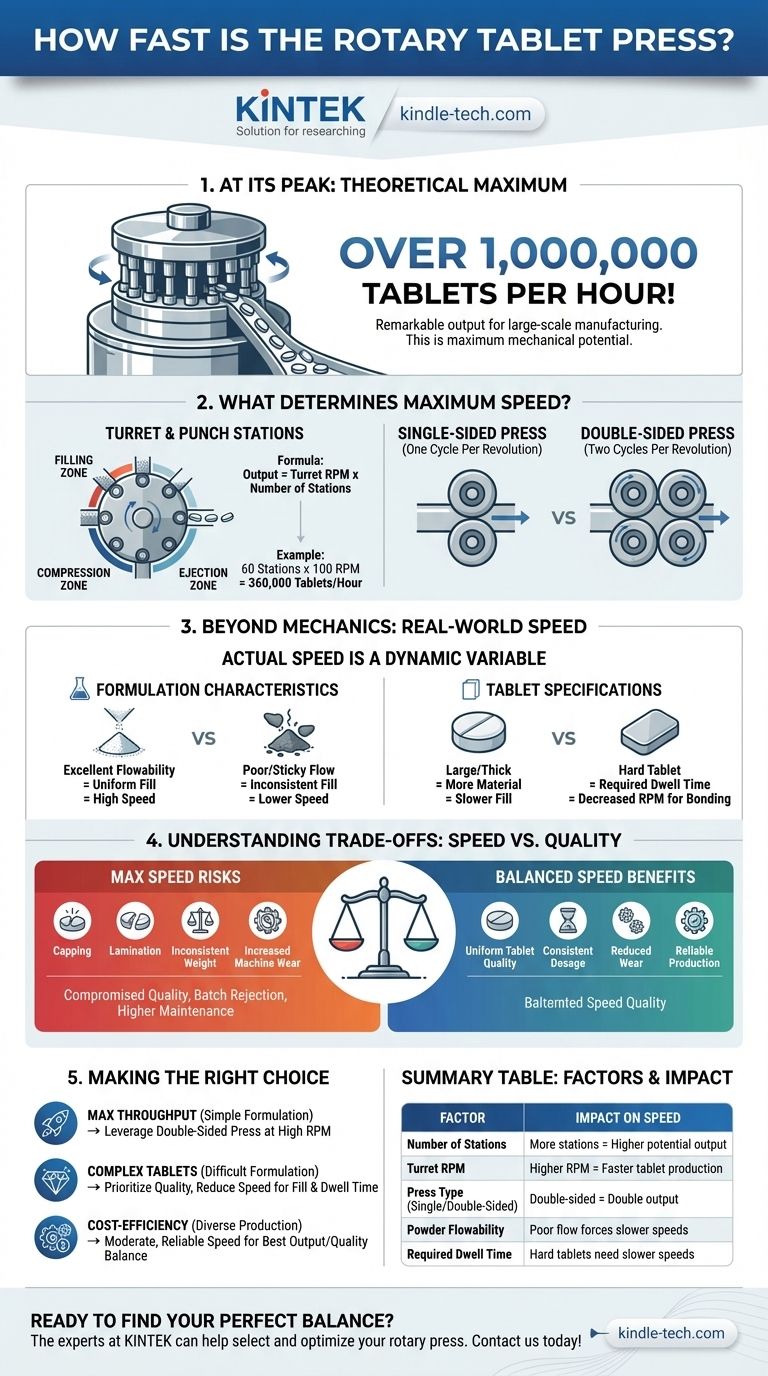
在其峰值时,高速旋转压片机每小时能够生产超过 1,000,000 片药片。这种卓越的产量是其在大规模制造中被采用的主要原因。然而,这个数字代表了机器的最大机械潜力,而不是每种应用的实际速度。
旋转压片机的实际生产速度不是一个固定的数字。它是一个动态变量,由机器的设计、站点的数量以及最关键的——被压缩粉末的物理特性和最终药片的质量要求所决定。
什么决定了最大速度?
旋转压片机的高产量来自于其核心设计原则:并行处理。它不使用单个站点,而是使用装有多个冲头和模具的旋转转塔。
转塔和冲头站的作用
机器的核心是转塔,它容纳了许多冲头站。每个站点都是生产一片药片的完整系统。当转塔旋转时,每个站点依次通过填充、压缩和弹出区域。
总产量是转塔的旋转速度和站点数量的直接函数。一个拥有 60 个站点、以每分钟 100 转 (RPM) 运行的压片机,理论产量将是每分钟 6,000 片药片(每小时 360,000 片)。
单面与双面压片机
单面旋转压片机有一个填充站和一个压缩辊组。填充、压缩和弹出的整个过程在每个站点每转动一次发生一次。
高产量的机器通常是双面的。它们在转塔的两侧设有两个独立的填充站和两组压缩辊。这种设计在相同的旋转速度下有效地使产量翻倍,从而实现了最高的生产速度。

超越机械:为什么实际速度会有所不同
在实践中,达到最大理论速度的情况很少见。实际的、可持续的生产速率几乎总是较低的,这取决于粉末配方与所需药片质量之间的相互作用。
配方特性
最重要的一个因素是粉末本身。具有出色流动性的配方即使在高速下也能均匀快速地填充模腔。
流动性差或“粘性”的粉末需要更多时间才能正确填充模具。如果使用此类材料以过快的速度运行压片机,将导致药片重量不一致和批次被拒,迫使操作员降低速度。
药片规格
药片的物理要求也限制了速度。大而厚的药片需要更多的物料来填充模具。
此外,制造非常硬的药片需要足够的停留时间——冲头在最大压力下保持的时间。为了增加停留时间并确保适当的粘合,通常必须降低转塔的旋转速度。
理解权衡:速度与质量
在不考虑其他因素的情况下将旋转压片机推向其最大速度,不可避免地会影响药片质量。这是片剂制造中的核心权衡。
崩裂和分层风险
在非常高的速度下,空气可能会被困在模腔内的粉末中。在压缩过程中,这些被困的空气可能导致药片顶部脱落(崩裂)或主体分裂成层(分层)。这些是导致批次被拒绝的关键缺陷。
重量和剂量不一致
精确控制药片重量是基础,尤其是在制药领域。如果压片机的运行速度超过粉末能够一致填充每个模具的速度,药片重量就会波动。这会导致剂量不一致,是主要的质量缺陷。
增加机器磨损
长时间以绝对最大速度运行压片机会显著增加对模具(冲头和模具)和其他机械部件的磨损。这会导致更频繁的维护、停机时间和更高的长期运营成本,这些成本可能会抵消更高产量的益处。
为您的目标做出正确的选择
旋转压片机的“速度”不是一个数字,而是一个可能范围。您的操作目标决定了该范围内的最佳点。
- 如果您的主要重点是简单、高流动性配方的最大吞吐量: 您可以利用双面压片机以高 RPM 来接近机器的最高额定速度。
- 如果您的主要重点是生产复杂或难以压制的药片: 您必须通过降低速度来确保适当的模具填充和足够的停留时间,从而优先考虑质量和一致性。
- 如果您的主要重点是多样化或小规模生产的成本效益: 旋转压片机上对药片参数的独立控制提供了灵活性,但以中等、可靠的速度运行将带来产量和质量的最佳平衡。
最终,旋转压片机的最佳速度是能够为您的特定产品持续高效地提供高质量药片的速度。
摘要表:
| 因素 | 对速度的影响 |
|---|---|
| 站点数量 | 站点越多 = 每转一圈的潜在产量越高。 |
| 转塔 RPM | RPM 越高 = 药片生产越快。 |
| 压片机类型(单面/双面) | 双面压片机在相同 RPM 下可以将产量翻倍。 |
| 粉末流动性 | 流动性差会迫使降低速度以确保填充一致。 |
| 所需停留时间 | 硬药片需要更慢的速度才能正确压缩。 |
准备好为您的药片生产找到速度和质量的完美平衡了吗? KINTEK 的专家可以帮助您为您特定的配方和产量目标选择和优化旋转压片机。请立即联系我们,讨论您实验室的设备需求!
图解指南
相关产品
- TDP单冲压片机和TDP大批量生产旋转式压片机
- 实验室旋转式单冲压片机 TDP 压片机
- 多冲头旋转压片机模具环,适用于旋转椭圆形和方形模具
- 单冲手动压片机 TDP 压片机
- 单冲电动压片机 实验室粉末压片机 TDP压片机










