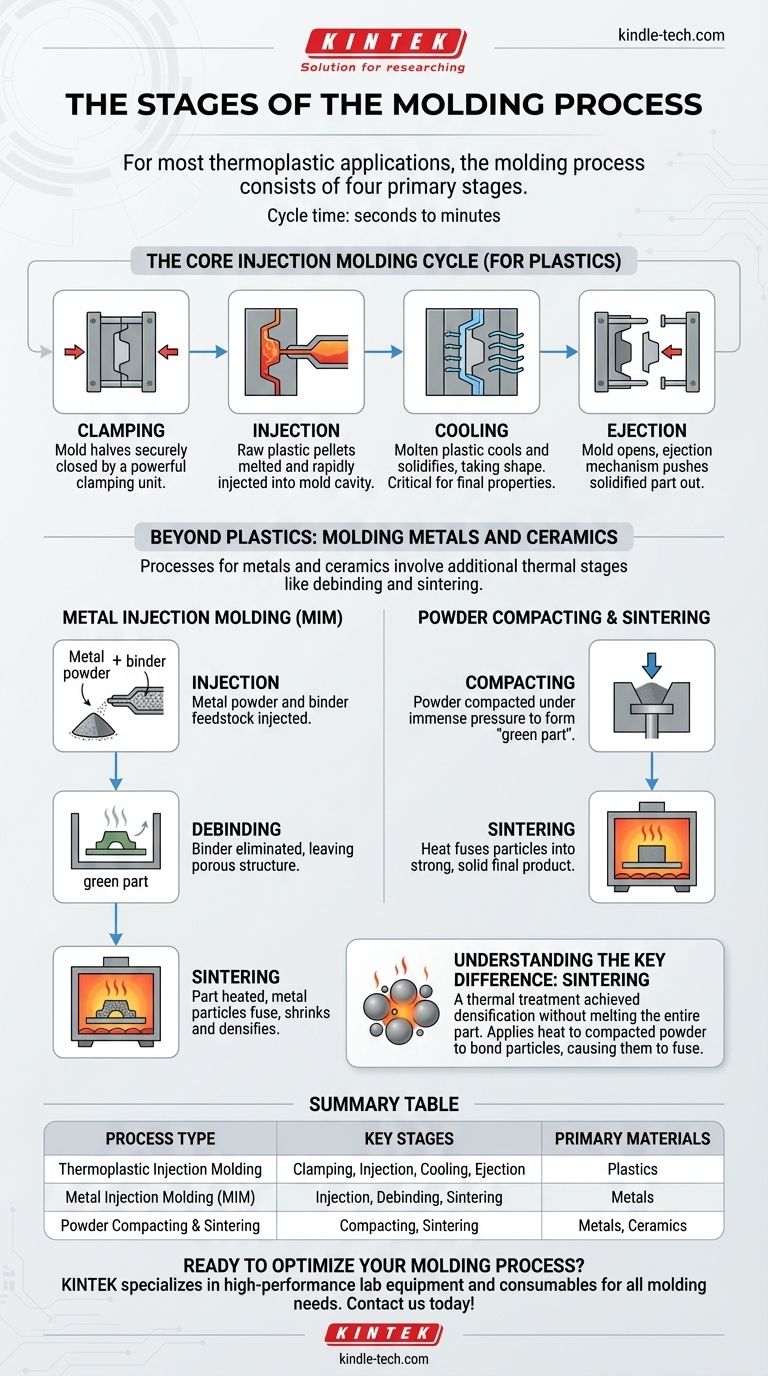
对于大多数热塑性应用来说,成型过程主要包括四个阶段:锁模、注射、冷却和顶出。整个循环是高度自动化的,根据零件的复杂程度和尺寸,可以在几秒到几分钟内完成。
“成型工艺”一词取决于上下文。虽然经典的四阶段循环适用于塑料,但金属和陶瓷的工艺涉及额外的、不同的阶段,如脱脂和烧结,以达到其最终的固体形态。
核心注塑循环(适用于塑料)
高产量塑料零件生产的标准是四阶段循环,它能有效地将原材料聚合物颗粒转化为成品。每个阶段对于确保最终零件符合其要求的规格都至关重要。
阶段 1:锁模 (Clamping)
在材料被注入之前,模具的两半必须牢固关闭。一个强大的锁模单元将模具两半推在一起,施加足够的力以抵抗熔融塑料注入的压力,保持密封。
阶段 2:注射 (Injection)
将原料塑料颗粒熔化后,快速注入闭合的模腔。压力和速度受到精确控制,以确保在材料开始固化之前,型腔被完全充满。
阶段 3:冷却 (Cooling)
一旦模腔被充满,熔融塑料开始冷却和固化,从而形成模具的形状。冷却时间是循环中的一个关键部分,因为它决定了零件的最终性能和尺寸稳定性。
阶段 4:顶出 (Ejection)
零件冷却足够后,模具打开。一个顶出机构(通常使用顶针或顶板)将固化的零件推出模腔,完成一个循环并使模具为下一次注射做好准备。

超越塑料:金属和陶瓷成型
在处理金属或陶瓷时,工艺会发生根本性的变化。虽然它可能以注射步骤开始,但它需要后续的热处理过程,才能从粉末状原材料中形成致密的固体零件。
工艺:金属注射成型 (MIM)
金属注射成型 (MIM) 是一种用于制造复杂金属零件的多步骤工艺。
首先,将细金属粉末与聚合物粘合剂混合,制成料坯。然后,这种混合物像塑料一样被注射到模具中。所得的“生坯”随后被送入熔炉中去除粘合剂(脱脂),留下多孔的金属结构。
最后,这个多孔零件在称为烧结的过程中被加热到高温。金属颗粒熔合在一起,导致零件收缩并致密化成其最终的固体状态。
工艺:粉末压实与烧结
对于许多陶瓷或金属零件,该过程开始时没有熔融注射阶段。
初始原材料,通常是粉末,首先被制备,有时与粘合剂混合形成浆料。然后,这种材料在模具或压模中承受巨大压力被压实,形成一个“生坯”。
这个压实的零件随后在受控的熔炉或窑中经过烧结阶段进行加热。热量使单个颗粒熔合在一起,形成一个坚固、内聚的最终产品。
理解关键区别:烧结
烧结是区分金属和陶瓷成型与塑料成型的关键步骤。它是一种热处理,在不熔化整个零件的情况下实现致密化。
什么是烧结?
烧结是将热量施加到压实的粉末上,使其颗粒粘合在一起的过程。温度保持在材料的完全熔点以下。
在此过程中,原子在颗粒边界扩散,使它们熔合在一起,形成一个单一的固体。这会导致零件收缩,因为颗粒之间的空隙被消除。
为什么需要烧结?
金属和陶瓷的熔点极高,使得它们像塑料一样以完全熔融状态加工既困难又耗能。
烧结使得可以在较低的温度下从这些材料中制造出致密、坚固的零件。它为制造那些否则难以铸造或加工的复杂形状提供了一种实用且有效的方法。
为您的材料做出正确的选择
您的材料选择决定了您的成型过程将需要的具体阶段。
- 如果您的主要重点是使用热塑性塑料: 过程是标准的四阶段循环:锁模、注射、冷却和顶出。
- 如果您的主要重点是制造复杂的金属零件: 您将使用金属注射成型 (MIM),它涉及带粘合剂的注射,然后是脱脂和烧结。
- 如果您的主要重点是从金属或陶瓷粉末开始: 您的过程将涉及将粉末压实成形状,然后烧结以形成最终的固体零件。
理解这些不同的途径是将原材料转化为成品部件的关键。
摘要表:
| 工艺类型 | 关键阶段 | 主要材料 |
|---|---|---|
| 热塑性注塑成型 | 锁模、注射、冷却、顶出 | 塑料 |
| 金属注射成型 (MIM) | 注射、脱脂、烧结 | 金属 |
| 粉末压实与烧结 | 压实、烧结 | 金属、陶瓷 |
准备优化您的成型工艺了吗? KINTEK 专注于满足您所有成型需求的高性能实验室设备和耗材。无论您处理的是塑料、金属还是陶瓷,我们的解决方案都能确保精度、效率和可靠性。立即联系我们,讨论我们如何支持您实验室的具体要求,并帮助您取得卓越的成果。
图解指南